





宝马i3上科技含量最高的要数碳纤维增强复合材料(CFRP)车身,这种材料是由宝马公司和西格里公司(SGL Group)联合开发的,以基于聚丙烯腈的热塑性纺织纤维为原材料,在一定的压力和温度下,转化成极其细长的碳纤维丝线,其中每条碳纤维的直径仅有0.007毫米,最后再经过相应的氧化和碳化处理,形成车身材料。

最初加工出的碳纤维细丝是以线束的形式呈现在我们面前的,而每条线束都含有上万条丝,所以还需要对它们进行缠绕在线轴上的后续处理,为之后的装运工作做好一切准备。值得一提的是,西格里工厂生产碳纤维的整个过程非常环保,因为他们所消耗的电能全部来自哥伦比亚河的水利发电能量。

树脂传递成型则是把高温高压的复合树脂注射入模腔,浸透增强纤维材料、固化、脱模成型的技术,比传统高耗时的烘箱固化技术要先进很多。首款宝马i3成功下线的庆祝仪式上,美国能源独立协会(AEI)还被特别邀请来参观莱比锡工厂。
宝马莱比锡工厂所能加工的碳纤维增强复合材料部件的尺寸等级是其它竞争对手望尘莫及的,如此大优势得益于宝马公司巨大的科研经费投入:为生产i3的莱比锡工厂投入4亿欧元,生产i系产品的其他工厂6亿欧元。那些用于i3车身上但结构较为简单的部件由兰茨胡特工厂生产,再运送往莱比锡,这样不同地点同一时间就可以各加工一种部件,减少生产总时间。

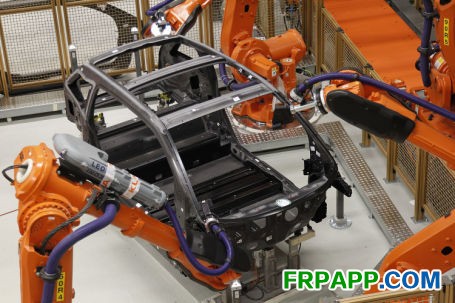
在树脂传递成型阶段之后,利用水激光切割技术完成碳纤维增强复合材料部件上的嵌入空和边缘剪裁加工;接着在最新的全自动化车身车间中,所有部件进行过表面磨砂处理,增加粘附性后,结合为一个稳固整体。

装配车身使用的胶粘剂是宝马公司与一家大型化工企业联合开发的,拥有快速硬化的特性,但它的配方至今还是机密。仅仅需要几秒钟的时间,胶粘剂就能够发挥作用,这样一个部件连接点在喷涂上胶粘剂后,几乎不用耗费时间车身就可以移动到生产线下一个胶粘剂喷涂点,粘合下一个连接点。除此之外,在一些核心连接点上还安装了红外线辅助加热设备,进一步缩短固化时间。i3车身上的粘结点线总长度达到了160米。
塑料板材的喷漆处理是一件一件完成的,有些部件仅仅需要一层面漆和一层保护层即可,但另外的部件则需要一层底漆。之所以减少底漆的使用,是因为利用传统的阳离子电泳浸涂底漆工艺,会给车辆增加10公斤的漆面重量;另外莱比锡先进的喷涂车间还节省了50%的电能消耗和70%的水消耗。说到这就不得不提到,生产i3消耗的所有能量都是由当地的风力发电机提供的。
i3搭载的大容量锂离子电池和采用的铝质承载结构都是在宝马丁格尔芬工厂加工生产的,整套承载结构包括160个焊接组分,电池组包括96个三星制造的方形蓄电单元。生产设备把蓄电单元成八个独立的模块,通过20个机器手的自动化处理,依次加工出各模块;然后把这些模块安装在高强度铝材质车体结构中,最后再手工把它们串联起来。功率125千瓦的电动机是在宝马兰茨胡特工厂生产的,其中定子使用的铜线总长度在2公里左右,以一种特殊的形式缠绕在定子上,来更好地降低总量。兰茨胡特工厂还加工了i3使用的仪表面板。

i3的车身模块和驱动模块(包括承载结构、电池组、电动机、选装内燃机、悬架等)是在莱比锡工厂由两条独立的生产线分别组装的,然后仅需要十个金属紧固件就能够把这两部分搭配为一个整体,但还需要使用上述的秘方胶粘剂才能实现最终的密封性连接。
现在让我们把原材料送入车身加工车间,耐心等待二十个小时,你就可以在总装车间出口见到一辆崭新的宝马i3了。










 鲁ICP备2021047099号
鲁ICP备2021047099号