





60年来汽车复合材料发展缓慢
复合材料在汽车领域中的应用可以追溯到20世纪50年代。最初,该材料主要用于汽车非结构部件(如硬质车顶),到20世纪70~80年代,有越来越多的制造商采用热塑性复合材料生产汽车内饰,或用热固性复合材料制造次结构件(如保险杠的梁)。复合材料具有设计灵活、易成型、质量轻及耐腐蚀等优点,虽然其原材料和工艺成本高于钢材和铝,但在汽车领域中还是赢得了发展空间。
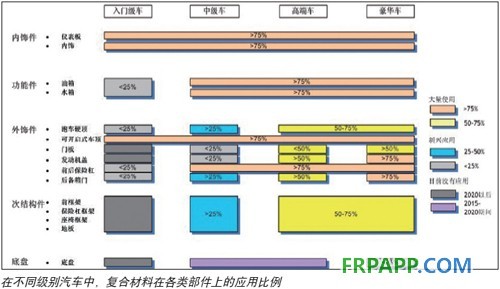
如今,汽车复合材料不再是一个小众市场。据统计,世界平均每辆乘用车中,复合材料的用量约占车身总重量的6%,其具体比例受汽车的级别、地区和部件种类等因素的影响,例如,复合材料在豪华车中所占比例约为15%,在高端车中约为9%,在中级车中约为6%,而在入门级车辆中仅为4%。另外,75%的车辆选择采用复合材料制造车内仪表盘等内饰部件。但是,复合材料在结构部件中的应用相对较少,目前还仅限于一些高端车型。
近些年,复合材料的回收得到了人们越来越多的关注。与热固性复合材料相比,热塑性复合材料的回收难度显著降低,因此,在现有复合材料应用的基础上,采用热塑性材料去取代传统热固性材料的趋势日益明显。
2010~2015年发展趋势
2013年4月24日,欧洲议会通过一项法律草案,要求到2020年,欧盟地区出售的新汽车平均每公里的CO2排放量要由目前的130 g减少到95g。对于那些计划生产CO2排放量超标车的欧盟厂商,该草案提出了补救措施,即这些厂商必须同时生产每公里CO2排放量低于50 g的超清洁汽车。
随着更严格的排放法规即将颁布以及燃油成本的提高,整车厂对复合材料的兴趣不断增加。事实上,上述这些问题都可以通过轻量化来解决,而复合材料是轻量化发展不可或缺的组成。当然,车辆减重并不是减少碳排放、降低燃油消耗的唯一方法。另外一种行之有效的解决方案是提高燃油效率。此方案可能成为整车厂的首选,特别是那些生产中级和入门级车辆的厂商。
2010~2015年,汽车复合材料用量的增加主要集中在量产车车身的三个领域:汽车底盘,车身覆盖件和次结构部件。其中,底盘的重量约占车身总重量的25%,是最具减重潜力的部件之一。按照预计,量产车领域复合材料用量的突破性进展在2015年以前不会出现。2015年以前的这段时间里,汽车复合材料的用量会有少量增加,成本会有所下降,复合材料制造厂家和整车厂对复合材料及其相关工艺的了解将进一步加深,同时复合材料也将开始用于一些高端车型的旗舰项目中。
2015~2020年发展趋势
2015年以后,随着排放法规(2020年生效)的出台,碳纤维成本将逐渐降低,加之快速固化环氧树脂的出现,以及工艺和自动化设备的不断成熟,如针对热固性复合材料快速制造开发的高压树脂转移模塑(HP-RTM)工艺,到2020年,碳纤维复合材料的综合性价比将优于金属,并逐渐取代其成为量产车底盘生产的重要材料,且使用范围将涵盖大多数的高端车型和少量的中级车。

热固性复合材料HP-RTM工艺
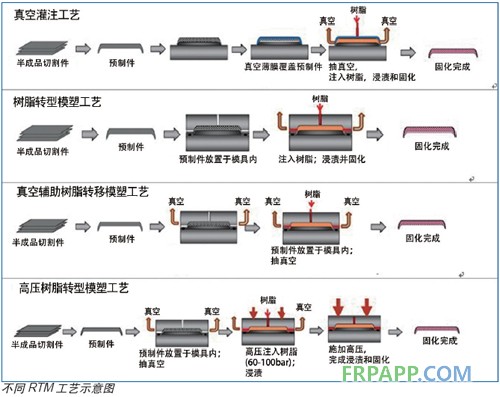
航空工业常采用树脂转移模塑(RTM)工艺制造大型高强度结构件,以降低工艺成本。在汽车行业中, RTM工艺也应用于零部件的生产,但其主要目的是为了实现更好的表面质量,且该工艺通常只用于小批量生产的顶级轿车中。
一般,RTM工艺的注射压力在0.6~1.5 MPa范围内,最高不会超过2 MPa,工艺周期约1 h。与之相比,HP-RTM工艺的注射压力提高到1~6 MPa,工艺周期缩短为6 min。
目前,世界上HP-RTM工艺的主要设备供应商有德国的迪芬巴赫、克劳斯玛菲、Schuller、 Frimo以及意大利的Cannon S.p.A公司等。通常,这些设备供应商会采取两家公司合作的方式。对此,本文以下迪芬巴赫和克劳斯玛菲的合作为例,对HP-RTM工艺进行详细介绍。
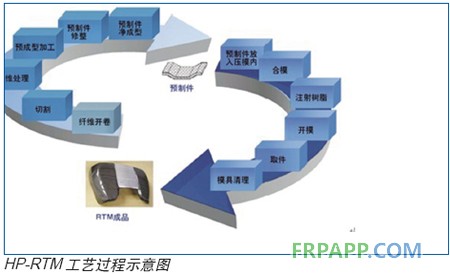
迪芬巴赫和克劳斯玛菲共同开发了HP-RTM的自动化生产线。该生产线包括预成型加工、压制过程以及修整工艺。与传统的RTM工艺相比,此HP-RTM自动化生产线减少了树脂注射次数,提高了预制件的浸渍质量,并缩短了成型周期。
◆1.预制件制造过程
采用HP-RTM工艺进行生产前,需要制造一个由织物增强材料制成的预制件。在迪芬巴赫和克劳斯玛菲的合作案例中,此预制件在迪芬巴赫的预成型中心制造完成,其具体生产过程是:由碳纤/玻纤制成的柔软纤维织物或纤维毡从卷轴上开卷后放入切割机;然后使用CNC切割技术,将纤维铺层切割成部件加工所需尺寸(此过程通过由现有的CAD零件参数得到的切割程序来完成);最后,切割成型的纤维铺层材料被层合到一起,放置到成型单元中,以备后续加工过程使用。
此预制件的制造过程可完全实现自动化,使用机器人处理切割织物、纤维毡及预制件。迪芬巴赫的预制件成型中心可作为单独的单元运行,也可与压制工艺一起集成到产线中。
◆2.合模加压过程
预制件加工完成后,进入合模加压阶段。在此过程中,预制件将由环氧树脂系统浸渍,并实现固化,其具体操作过程是:采用机器人将预制件放置到RTM模具中;然后,根据模内压力和部件的尺寸及复杂性,采用迪芬巴赫液压压机以36,000 kN的压力完成实际的合模加压过程。迪芬巴赫液压压机能在很短的建压时间内达到450 mm/s的合模速度和40 mm/s的加压速度。不仅如此,此液压压机内的短冲程系统使压机具有非常高的能效(与传统的合模加压技术相比,能效提高了50%)、很短的成型时间和较大的滑块行程。
◆3.注射过程
在注射过程进行前,需要在一个闭环过程中,在高压条件下,对树脂和固化剂进行精确计量,制成一种低黏度反应性混合物。然后,将此混合物注入到闭合的模具中。
高压计量能缩短注射时间,提高预制件的浸润度,使树脂固化加快,从而缩短了生产周期,提高了成本效益。不仅如此,它还能带来其他的好处,如采用该技术能在保持制品表面品质的同时,获得更低孔隙度等。
通过使用克劳斯玛菲的先进技术,注射速度可达10~200 g/s,其具体情况取决于树脂系统以及部件的尺寸和工艺设计。克劳斯玛菲的高压混合头消除了停工时间,也无需使用清洗传统低压混合头时所用的特殊材料。这种混合头具有自清洁能力,在大批量生产时,表现出了突出的能效优势,且此优势已经在多种量化生产中得到了验证。
◆ 4.修整
修整是HP-RTM工艺链最后步骤中的一环,此项工序包括部件的外廓修边、增加安装孔和嵌件开孔。在实际生产过程中,克劳斯玛菲开发的订制化解决方案被用于部件的修整,此过程以铣刀为主要工具,当然也可以采用自动化切割台或手提式切割机,工具的选择主要取决于部件的尺寸及其复杂程度。在修整过程中,机器人可用于在各工艺步骤之间对零部件进行处理。
热塑性复合材料技术
近些年,热塑性复合材料在汽车领域中得到了越来越多的应用,其相关技术也获得了较快发展。
◆1.有机板混合结构包覆成型工艺
未来两年内,复合材料有机板(Organosheet)混合结构包覆成型技术将在汽车结构部件的量产化应用中实现突破。目前,至少有两家材料供应商——巴斯夫和朗盛,以及两家机器供应商——恩格尔和克劳斯玛菲,正走在该技术开发的前沿。
如今,采用全塑料的“有机板混合结构”取代汽车中的塑料-金属的混合结构,已成为汽车行业发展的重要趋势。此项新的工艺直接在连续板材的基础上预成型,然后进行包覆成型。恩格尔和克劳斯玛菲都以PA 6热塑性树脂纤维织物层压板(热成型)为基础,搭配另一种PA 6(纤维增强或不增强),进行包覆成型,其具体加工过程是:首先加热一块用PA 6连续纤维增强的有机板,然后将其放入注塑模具中,热成型出一个三维形状,接下来,用另外的PA 6树脂(未填充或是玻纤增强的)对其进行包覆成型。
值得一提的是,有机板混合结构包覆成型工艺不仅能用来加工热塑性复合材料,对热固性复合材料也同样适用。采用热塑性复合材料获得的混合结构,将主要应用于汽车内饰中,包括座椅部分的组件、门侧防撞梁、汽车横向悬架梁、刹车踏板、转向柱支架、安全气囊组件和前端组件等。而采用热固性复合材料获得的混合结构,可用于结构件或次结构件中。但是,目前国外还很少有针对热固性复合材料(应用于汽车行业)混合结构包覆成型的研究和应用。
◆2.热塑性树脂传递模塑成型工艺
作为热塑性复合材料技术的下一发展目标,己内酰胺单体在模内聚合为PA 6的技术正在推进之中。该技术允许采用低黏度的己内酰胺浸润放于模具中的干纤维,经反应后可在线形成一种PA基的复合材料。
目前,巴斯夫与西格里集团正在联合开发一种基于反应性PA系统和碳纤维的复合材料,以实现热塑性复合材料的低成本生产。该材料体系是为热塑性树脂传递模塑(T-RTM)工艺以及反应注射成型工艺量身打造,以获得比传统热固性RTM工艺更短的生产周期。
总结
汽车复合材料的发展,结合了化工、机械制造以及汽车复合材料设计等众多领域的成果。随着更加严格的碳排放法规即将颁布,复合材料在汽车行业的发展将会在2015年以后取得突破,欧洲汽车行业也将继续成为先进材料的倡导者和先行者。未来,热塑性复合材料和热固性复合材料不存在谁替代谁的问题,因为二者在性能方面存在差异,也将在不同领域中发挥各自的重要作用,而快速成型和自动化是二者共同的发展方向。最终,汽车结构的优化会与金属类似,是一种建立在多材料体系基础上的混合结构。










 鲁ICP备2021047099号
鲁ICP备2021047099号