







图1 多孔CFRP的试制品
可使用普通的GFRP用冲压成型机,在5分钟左右内完成大型部件的一体成型。
东丽将此次开发的材料称作“CFRF”(Carbon Fiber Reinforced Form,碳纤维强化发泡树脂)。典型的发泡树脂——发泡聚丙烯(PP)的比重仅为0.3~0.4,不过弯曲弹性模量只有0.1GPa左右,刚性较低。因此,在汽车领域,发泡树脂一般被用于对强度和刚性要求不高的内饰材料及隔音材料。
而且,汽车部件使用的GFRP(基体树脂采用PP的情况下)的比重为1.2左右,按体积比例混入20%的玻璃纤维之后,弯曲弹性模量约为6GPa。而东丽开发的材料不仅比重与发泡PP同等(0.3~0.4),而且实现了与PP基GFRP同等的弯曲弹性模量(6GPa)。
碳纤维立体交缠
据东丽介绍,以往的GFRP需要在玻璃纤维之间不留空隙地填满基体树脂,而东丽开发的材料则是让碳纤维呈立体状交错缠绕,形成多孔构造。利用这种构造,同时实现了低比重和高刚性。
从制造方法来看,东丽将连续的碳纤维(直径约为7μm)切成了10mm左右的长度。将这种碳纤维和基于热塑性树脂的粘合剂树脂混合在一起,在装有溶液的模具内一边加热,一边使碳纤维均匀分散。然后,在将溶液从模具中排出去的同时进行压缩,最后制造出多孔构造的片状或者卷状基材。按体积比例计算,碳纤维的含量约为20%,空间约占50%。片状基材可以生产厚度为0.5~3.0mm的产品,卷状基材可以生产厚度为0.1~0.5mm的产品。
分散的碳纤维的接触点(交叉点)通过粘合剂树脂牢固地粘合在一起,形成了碳纤维呈立体状交错缠绕的多孔构造。即便在制造基材时进行压缩,也能保持内部空间(图2)。粘合剂树脂的基料——热塑性树脂除了PP之外,还可以使用“PA(聚酰胺)6”、“PPS(聚苯硫醚)”等。
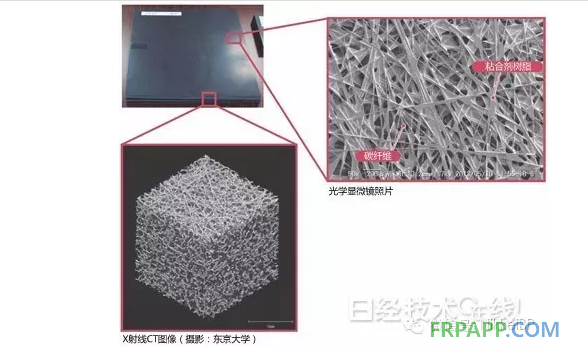
图2 多孔CFRP的构造
碳纤维的交叉点通过粘合剂树脂牢固地结合在一起,形成了呈立体状交错缠绕的三维构造。
冲压成型时会沿厚度方向膨胀
把采用这种工艺制造的基材放在模型中,可以使用普通的GRFP用冲压成型机,加工成汽车部件等。冲压成型时的加热温度方面,PP为200℃,PA6为250℃,PPS为300℃,模具温度均设定在100℃左右。
据东丽介绍,经过冲压成型时的加热,粘合剂树脂会变软,同时,制造基材时被压缩的碳纤维也会在回弹力的作用下沿着基材的厚度方向发生膨胀。这样一来,各位置厚度不同、形状复杂的部件也能实现一体成型(图3)。冲压成型后一冷却,粘合剂树脂与碳纤维就会再次牢固地结合在一起,从而可获得与以往的GFRP同等的弯曲弹性模量。
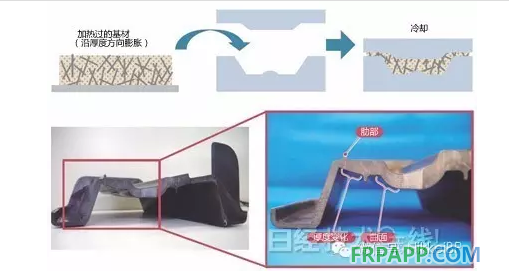
图3 利用模具的空隙(空间)
经过冲压成型时的加热,碳纤维会沿着厚度方向发生膨胀。这样一来,便可以制造出各位置厚度不同、形状复杂的部件。
新材料还能用来制造复合构造的成型品。比如内部由此次的材料构成、表面由热固性CFRP构成的成型品。
目标是3年以内实现实用化
关于此次开发的材料,东丽已开始向汽车厂商及部件厂商提供样品,计划3年以内实现实用化。除了发动机罩、车门、后备箱盖、车顶、地板等板状部件之外,该公司还打算将该材料应用于要求具有耐冲击性的保险杠及吸能盒等部件。
不过,新材料的实用化还面临几个问题。成型时可以使用普通的GRFP用冲压成型机,这对于汽车厂商及部件厂商来说是一大优点,但成型需要花费约5分钟的时间。冲压成型的时间为1~2分钟左右,成型后的冷却时间为3~4分钟。而GFRP的成型时间为1~2分钟。新材料面临的第一个问题是如何缩短成型后的冷却时间。
另一个问题是成本。目前,东丽使用该公司内部的实验设备(年产规模为数吨)来生产样品,成本高于GFRP或CFRTP。对于这一点,东丽表示,“量产时,可通过加入一些设计来发挥能够立体成型的优势,将成本降至可与目前的GFRP或CFRP进行价格竞争的水平”。










 鲁ICP备2021047099号
鲁ICP备2021047099号