





传统的CFRP(碳纤维复合材料)部件通常使用热压罐(高温高压炉)或将预浸料(片状中间材料)放置在预定形状的模具中,通过加热空气来进行固化成型。但由于空气介质导热很慢,而且如果模具本身的比热容较大,便会吸收大量的热量,导致部件本身升温的时间很长,成型速度很慢,所以传统工艺的这些缺点亟待人们解决。
除此之外,特别是对于一些尺寸较大、厚度可观,或者几何形状较为复杂的部件,会面临尺寸精度较差等问题。这是由于部件中温度的分布难以控制,就会产生残留应力分布不均的问题,导致成型后的部件极容易变形。为了避免这种情况的发生,在部件的最终组装过程中,通常需要大量的人力、物力和时间来手动加入一些填充材料——称为垫片,这些额外的工序无疑又进一步拉长了整个生产周期。
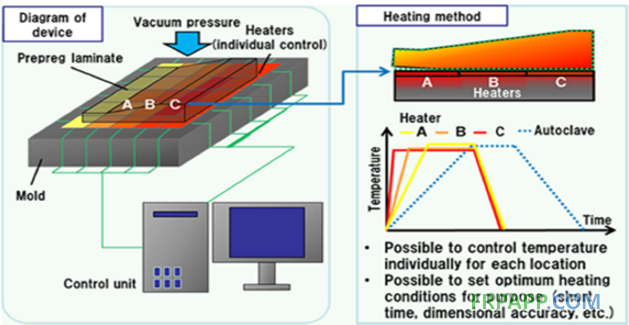
为解决上述问题,日本东丽公司在模具表面安装 了既定数量的加热器,(将模具表面分割成若干加热区),每个加热器都是单独控制的,并在真空条件下进行接触加热。该技术可以针对部件的不同位置施以最合适的温度,使其内部的残余应力实现均匀分布,所以部件可以最大程度的接近预先设计的尺寸和形状,解决了之前存在的一系列问题,减少了组装过程所需的人力、物力和时间。
为了精准地控制这一加热系统,东丽公司与爱媛大学(日本爱媛县松山市)和东京理工大学(日本东京)联合开展了一项研究项目,即通过模拟软件来预测部件形变并对其加热温度进行相应调整。东丽公司利用该程序,可以有效地减少零件的制造时间和尺寸误差。东丽公司安装了原型制造设备,目前正在进行示范试验。
如果使用传统的热压罐工艺,大约需要9个小时才能制造出飞机上大型的CFRP零件。但若是依照此次东丽开发的新成型工艺,则可以将生产周期缩短到4个小时。另外,新的工艺可以节省50%的能耗(因为采取真空直接接触加热的方式,免除了加热/加压的媒介);东丽公司的新技术还可以提高尺寸精度,减少填料的用量,缩短组装耗费的工时,节省了人力、物力。
这篇文章是基于跨部门战略创新促进计划(SIP)为“创新结构材料”(由日本科学技术局管理)所取得的成果。该计划由科学、技术和创新理事会(CSTI)牵头。










 鲁ICP备2021047099号
鲁ICP备2021047099号