






仅用2分钟的循环时间,
即在一个生产单元中,
实现了无需粘合剂的混合复合材料部件的功能化生产。
更短的工艺路线
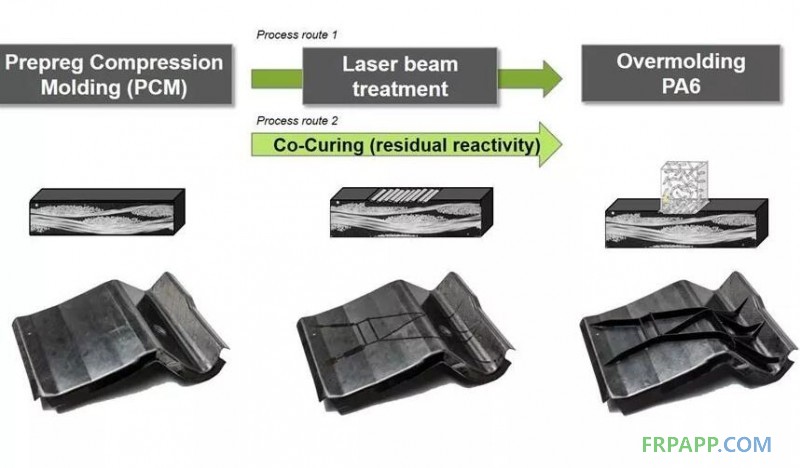
一个生产单元,多种工艺路线:OPTO-Light项目为通过热塑性塑料的二次成型实现环氧CFRP部件的功能化而开发了不同的工艺路线。采用激光烧蚀的工艺路线1和消除激光以利于共固化的工艺路线2,都通过50个示范部件而得到了验证(图片来自亚琛工业大学AZL)
就在初始工艺的优势被记录在案的时候,OPTO-Light团队意识到,可以取消激光预处理。
这种两步工艺只能部分固化这种环氧预浸料外壳,以及利用环氧树脂中的剩余反应性来实现与二次成型的热塑性塑料的连接。
在未固化的环氧树脂与PA6之间,有3种潜在的键合机制:
▶反应性环氧环与PA胺基之间的共价键合;
▶以胺氢作供体、环氧氧作受体的氢键;
▶由扩散效应引起的半互穿网络,可通过PA分子链的高温迁移率实现。
Schares表示:“这种两步法工艺的优势是,你可以越过预处理,但所需的过程控制更具挑战性,而且表面没有那么高质量的光泽度。然而,通过简化生产来进一步降低部件成本,这非常具有吸引力。”
这项工艺路线的关键是过程监控。“你必须了解预浸料模压成型工艺,因为为了实现与热塑性二次成型的良好结合,必须确保对固化状态的了解。”他解释道。
对这种固化状态的监控是通过采用模内压力温度传感器以及模内直流电阻率(DCR)和介电(DEA)分析传感器实现的。
DCR和DEA在复合材料固化监控方面有很好的应用。
在OPTO-Light项目中,DCR/DEA过程控制采用一个由Synthesites Innovative Technologies公司(希腊Piraeus)提供的Optimold系统,它含有一个耐用的16mm DCR传感器和 Optiview 软件。Optimold以1Hz的采样率监测树脂的电阻以及高达210℃的温度和90bar的压力。
由Netzsch Gerätebau公司(德国Selb)提供的DEA288 Epsilon 分析设备包括一个4mm的陶瓷单电极和Proteus软件。
Kistler Instruments公司(瑞士Winterthur)的DataFlow注射成型优化软件是另一个重要组成部分。
通过DCR/DEA传感器信号,描述了“从在模具中固定预浸料预成型件开始,到从二次注射成型型腔中顶出为结束”的整个过程。这些数据对于在固化和二次成型之前确定模压成型的最佳固化时间是至关重要的。 这些传感器有助于在加工过程中表征材料的特性从而获得最佳部件质量。
未来,通过DEA和DCR传感器信号来触发工艺的转动,使得这一过程可以是自适应的和智能的。
采用第二个更短的OPTO-Light工艺路线所作的初步试验,显示出了9 N/mm2的拉脱强度和更高的环氧树脂-PA6连接剪切强度。为提高这种连接强度,正在努力做的工作包括更多地使用过程监控。
该团队还在探索一种一步法的工艺,其中,水平预浸料模压成型不再是一个单独的过程,而是与包覆成型同时实现。
为未来的颠覆性创新而作的整合
OPTO-Light项目获得了2017 AVK创新奖的研究和科学类奖项,这使其所带来的颠覆性潜力得到了认可。
该项目在2018年的最终报告中声称,为了使复合材料在大批量的汽车生产中实现与金属同等的成本效益,不仅要在部件中最大程度地整合功能,而且还要集成用于制造这些部件的所有工艺。
OPTO-Light项目已开发了一系列技术,包括基于光子学的计量学、表面处理以及热塑性塑料/热固性塑料的成型。这些技术还为进一步的混合工艺打开了大门,如用于加强注塑成型的激光加工。
“通过在成型单元中集成开发的激光工具,现在可以在加工聚合物之前、之间或之后,在注塑机内部进行激光消融、切割、预处理或加热。”Schares解释说,“这扩展了未来部件的功能。”
将多种制造工艺整合到单独一个加工单元中,这一思路正在复合材料领域获得发展。比如,许多数控机床制造商现在提供整合了增材制造和减法CNC加工的生产单元。
MF Tech公司(法国Argentan)已整合了3D长丝缠绕和CNC加工,而联合创始人Emanuel Flouvat则证实了进一步的整合:机器人能够将末端执行器切换到超声波或激光焊接机上,用于连接热塑性塑料;或者切换到一个自动化的纤维铺放头上,以在局部应用单向带补强。
“通过集成机器人引导的激光系统,为进一步在线组合技术而定义的‘工具箱’得到了扩展。”Schares表示,这是向自动化、多工艺复合材料制造迈进的又一重要一步。毫无疑问,不久,电子组件就会被集成到最终产品中。
OPTO-Light项目在整合方面带来的最后一条经验是合作伙伴关系。
“管理该项目最有趣的挑战是,如何选择所有不同的合作伙伴(每一家合作伙伴都有其独特的专业经验,比如光子学、反应聚合物、注塑成型和计量学),以及使他们对每项操作的效果有共同的理解并加以发展和推进,以此确保这一单一的工艺链取得成功。”Schares表示。
他强调了由几个合作机构提供的专业知识和支持的重要性:
▶IKV提供了注塑成型经验和反应聚合物;
▶ISF提供了焊接和连接技术;
▶弗劳恩霍夫IPT实现了激光集成;
▶弗劳恩霍夫ILT提供了替代的激光源。
“该项目展示了跨学科开发在有效解决低成本复合材料生产的技术难题方面所具有的能力。”Schares表示,它还为进一步的颠覆性创新奠定了基础。










 鲁ICP备2021047099号
鲁ICP备2021047099号