





中国碳纤维行业已经迎来了最佳发展时期,这也是我们撰写本篇报告的出发点和初心,希望 通过我们对行业资料的梳理,帮投资者了解中国碳纤维行业,并发现其中的投资价值。

1.碳纤维的分类
1.1. 按强度模量分类,T 系列碳纤维应用最广
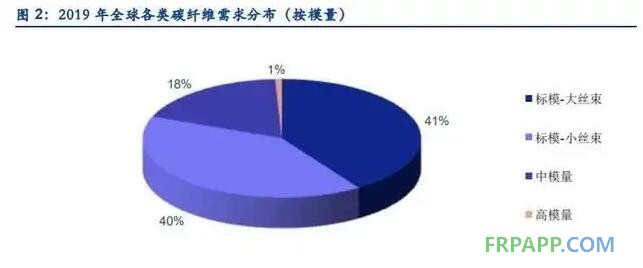
碳纤维按拉伸强度和拉伸模量这两项力学性能指标来分,碳纤维可分为通用型碳纤维、高强 碳纤维、高模碳纤维、超高强碳纤维、超高模纤维这几种。目前业内没有统一的碳纤维型号 划分标准,在实际使用中,龙头企业日本东丽公司的产品编号常被作为行业标准,如东丽的 碳纤维产品编号有 T300、T800、M30 等多种,其中 T 表示强度,M 表示模量。强度上,T 后缀的数字越大代表产品的强度越大,因此强度是 T300 < T600 < T700 < T800 < T1000 < T1100 ;模量上,M 后缀的数字越大代表产品的模量越大,因此模量是 M30 < M40 < M46 < M50 < M60 < M65。根据模量大小可分为标模、中模和高模。标准模量的拉伸模量为 230-265GPA;中等模量的指拉伸模量为 270-315GPA;高模量的指拉伸模量超过 315GPA。在实际生产和应用中,碳纤维并非以单根形式独立存在,而是由一定数量的碳纤维丝束组成 的,公司提供的产品信息中都会表明其碳纤维品为几 K。其中 1K 就代表在一束碳纤维丝束 中有 1000 根丝,通常小于 24K(含)的碳纤维被称为小丝束,小丝束碳纤维主要应用于航 空航天、武器装备和体育休闲领域,因此又被称为“宇航级”碳纤维。24K 以上的碳纤维被 称为大丝束碳纤维,大丝束碳纤维的粘连、断丝现象相对多,强度和刚度方面的性能比小丝 束碳纤维差,为通用级碳纤维,主要用于汽车、风电叶片等一般工业领域,因此被称为“工 业级”碳纤维。小丝束碳纤维的生产成本比大丝束碳纤维高,性能也更加优越,因此价格比 大丝束碳纤维更加昂贵。目前标模碳纤维有大丝束与小丝束的区分,标模以上的碳纤维尚无 大丝束出现。但未来大丝束可能向中模的方向发展,特别是飞机的大梁、风电的梁帽和汽车 的车身结构,中模大丝束可以为航空航天、风电叶片和新能源汽车领域带来更多轻量化应用。
1.2. 按原料分类,PAN 基碳纤维是主流
碳纤维按不同的原材料分类,可以分为 PAN 基碳纤维、沥青基碳纤维或粘胶基碳纤维。PAN 基碳纤维的原料来源丰富,且其抗拉强度其他二者优越,因此 PAN 基碳纤维应用领域最广, 比如航空航天、体育休闲、风电叶片、汽车工业、建筑补强等领域,市场份额占 90%以上。沥青基碳纤维和粘胶基碳纤维的用途较为窄、产量小。通用级沥青碳纤维强度和模量较低, 主要应用于保温材料领域;高性能沥青基碳纤维多用于航空航天的工程材料。粘胶基碳纤维 主要用于制作耐烧蚀和隔热材料。

1.2.1. PAN 基碳纤维
大多数 PAN 基碳纤维生产企业具备由原丝生产开始到制作碳纤维到最终完成碳纤维产品的 完整生产线。目前全球生产 PAN 碳纤维的企主要分布在日本和美国,其中日本东丽是全球 PAN 基碳纤维最主要的生产企业之一。
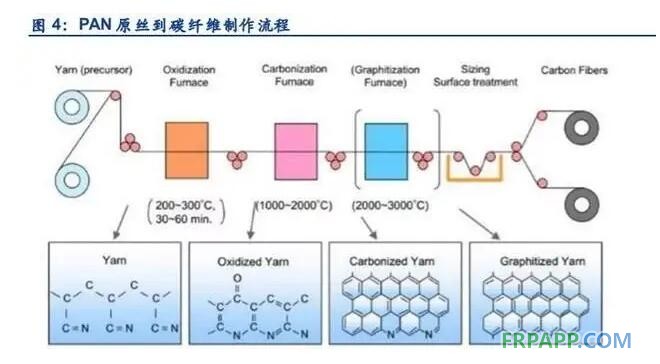
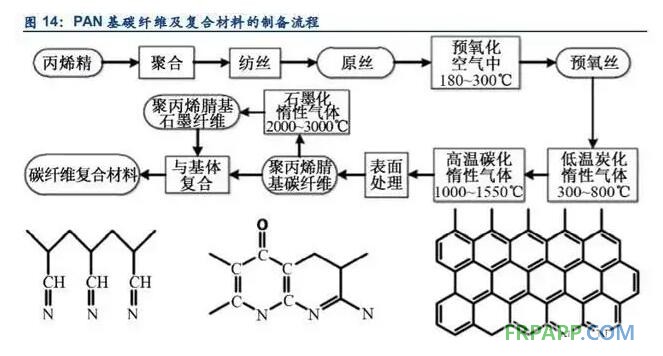
从 PAN 原丝到碳纤维,需要经过碳化、表面处理、上浆处理等过程。碳化指的是去除材料 中的非碳元素,使其碳含量超过 90%,由于 PAN 原丝的玻璃化温度低于 100 摄氏度,因此 不能直接碳化,而需要先经过预氧化过程。碳化后,为了赋予纤维更好的粘合性能,需要对 它们进行表面处理,向纤维表面添加氧原子以提供更好的化学键合性,使它们的表面被轻微氧化,并且对表面进行蚀刻和粗糙化以获得更好的机械粘合性能,可通过将纤维浸入各种气 体如空气、二氧化碳或臭氧中以及各种液体,如次氯酸钠或硝酸中可以实现氧化。在表面处 理之后,需要涂覆纤维以保护它们在缠绕或编织期间免受损坏,此过程称为上浆处理,涂层 材料包括环氧树脂,聚酯,尼龙,聚氨酯等。
1.2.2. 沥青基碳纤维
沥青基是制造碳纤维的第二大路线,该路线原料来源丰富且碳化收率高,根据王鹏《沥青基 碳纤维工艺流程》学术报告,沥青基碳纤维生产成本仅为 PAN 基碳纤维的 1/3-1/4,但因原 料调制杂、产品性能较低而未得到大规模发展。沥青基碳纤维的制备工艺包括:原料沥青→ 沥青熔化处理→沥青过滤→沉降法或热滤法的调制→熔喷法或熔纺法纺丝→不熔化处理→ 炭化或石墨化处理。沥青基碳纤维最早于上世纪 60 年代末由日本吴羽化学公司实现工业化 生产,1970 年美国联合碳化物公司也成功完成开发,并于 1982 年投入工业化生产。与 PAN 碳纤维相比,沥青基碳纤维强度方面不如 PAN 基碳纤维,但高性能沥青基碳纤维在模量、 摩擦和导热方面具有优势,因此在航空航天领域具有不可替代的优势地位。
1.2.3. 粘胶基碳纤维
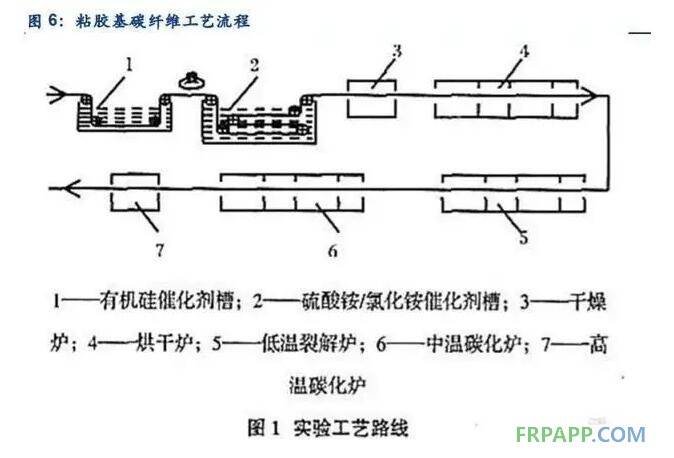
粘胶基碳纤维的制备工艺包括:粘胶原丝水洗→催化浸渍→预氧化→低温碳化→高温碳化。原料主要为木浆和棉浆,美国、俄罗斯和白俄斯多用木浆,我国则以棉浆为主。根据李辉《复 合催化剂种有机硅组分在粘胶基碳纤维制备中的作用》学术报告,由于粘胶纤维理论总碳量 仅为 44.5%,加上制造过程中的热解反应,粘胶基碳纤维生产效率只有 10%-30%,所以制 备成本相对更高。且其强度较低,不能像 PAN 基碳纤维那样以高倍张力进行预氧化,只有 在完成预氧化后的高温处理阶段才可以施加张力。粘胶基碳纤维的优点在于其原材料粘胶纤 维是天然产物,粘胶纤维加工过程中无需添加催化剂,因此纤维中可以不含金属离子。凭借 这个其他种类碳纤维不具备的优势,在需要保证信号不受干扰的情况下、要求所用的碳纤维 不能含有金属离子时(如战略武器的隔热材料、防静电和防电磁波服装的防护材料),就必 须使用粘胶基碳纤维。此外,粘胶基碳纤维具有耐烧蚀的特点,在制造隔热保温材料时不可替代。
2. 碳纤维及复材生产工艺比较
2.1. 纺丝工艺比较
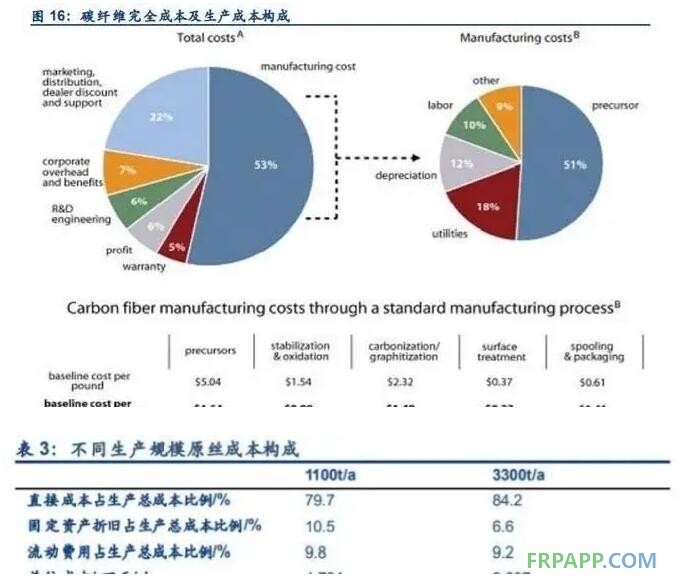
原丝生产是碳纤维的核心技术,原丝的质量好坏直接决定了碳纤维产品的质量、产量、生产 成本和市场竞争能力。质量低劣、均匀性差的丝在后续过程中会产生毛丝缠结、断丝的情况, 导致原丝损耗。原丝成本是整个碳纤维生产成本比例最大的一部分,占 50%以上,所以控制 好原丝质量至关重要。原丝按纺丝方法可分为湿法、干法、干湿法等。
2.1.1. 湿法纺丝工艺
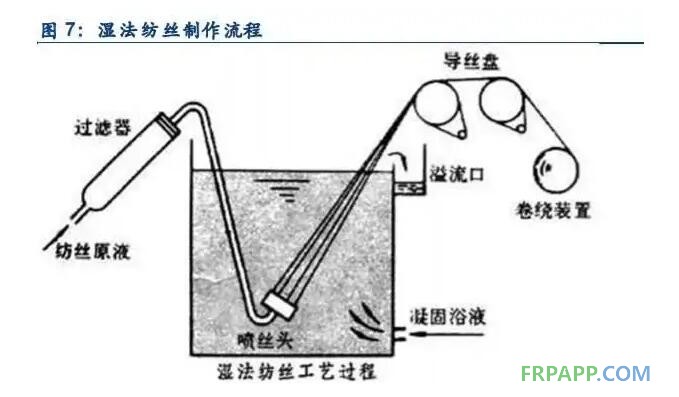
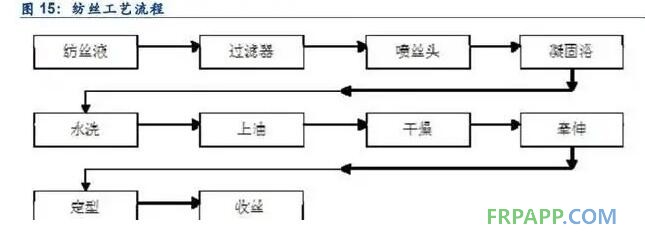
湿法纺丝是将聚合物溶于溶剂中,通过喷丝孔喷出细流,进入凝固浴形成纤维的纺丝方法, 其工艺流程包括制备纺丝原液、原液从喷丝孔出形成细流、原液细流凝固成初生纤维、最后 再将初生纤维卷装或直接进行后处理。湿法纺丝的速度较低,且工艺流程复杂,生产成本较高。
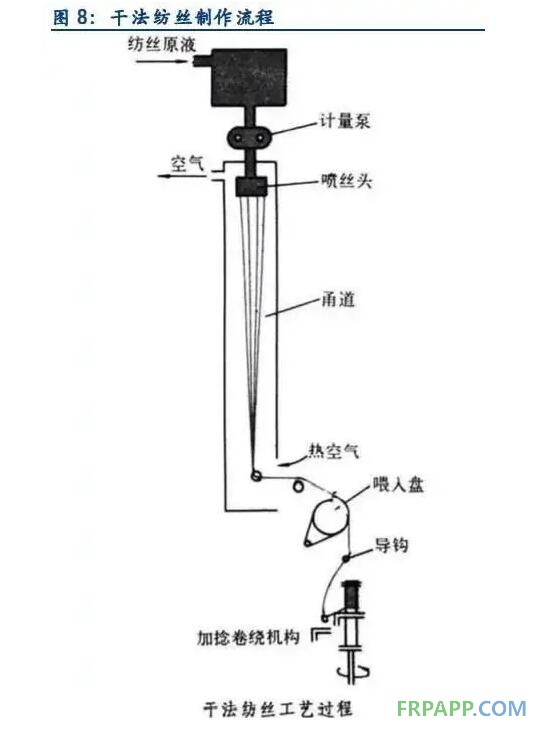
2.1.2. 干法纺丝工艺
干法纺丝和湿法纺丝一样,都是采用成纤高聚物的浓溶液来形成纤维,但与湿法纺丝不同的 是,干法纺丝时原液从喷丝孔压出形成的细流是进入凝固浴液,而是进入纺丝甬道中。甬道 中的热空气流会使原液细流中的溶剂快速挥发,并将挥发出来的溶剂蒸汽带走。在逐渐脱去溶 剂的同时原液发生固化,经拉伸定型洗涤干燥等后处理过程便可得到成品纤维。干法纺丝可 以进行连续生产,且纺丝速度高、产量大、对环境污染少,并且纤维质量及耐化学性和染色 性能比湿纺纤维好。干法纺丝的缺点在于生产的纤维耐氯性较差、工艺技术难度较大,生产 成本比干湿法高,比湿法低。
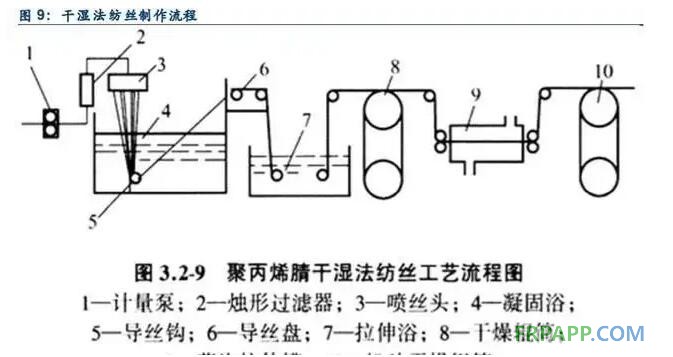
2.1.3. 干喷湿纺纺丝工艺
干湿法,也称干喷湿纺法,是将干法与湿法纺丝相结合的纺丝方法。干湿法纺丝是将纺丝原 液从喷丝头压出后,先经过一段空气层,再进凝固浴,初生纤维从凝固浴液中导出后处理过 程与湿法纺丝相同。纺丝原液流出喷丝头后通过空气层时形成的纤维能在空气层中经受喷丝 头拉伸,并且液流胀大区形变不大,这样可进行高倍的喷丝头拉伸。根据《高分子材料加工 工艺学》书中提到,丝条进入凝固浴时已有一定取向度,且脱溶剂化程度较高,能快速固化, 因此纺丝速度比一般湿法纺丝快 5~10 倍,可达到 200~400m/min,纺丝机的生产率能极 大提高。干湿法纺丝溶液黏度可达 50~100Pa〃s 及以上,可提高纺丝原液的浓度,减少溶 剂的回收及单耗。此外,相比于湿法纺丝,干湿法能比较有效地调节纤维的结构形成过程。干喷湿纺工艺生产效率高、生产出的碳纤维品质好、生产成本低。美国日本的碳纤维龙头公 司掌握干湿法技术,使用干湿法生产的碳纤维成为主流,但同时干湿法也是碳纤维行业公认 的难以突破的纺丝技术。国内中复神鹰于 2013 年率先突破技术难关,其干喷湿纺高性能碳 纤维工程化项目顺利通过国家级鉴定。江苏恒神于 2012 年启动 T800S 碳纤维干喷湿纺制造 技术的开发,于 2014 年 9 月建成干喷湿纺专用原丝生产线和碳化生产线。中简科技也正在 研发干湿法工艺碳纤维。光威复材 2019 年 4 月发布公告,其 T700S 级碳纤维干湿法产业化 制备项目已通过鉴定,国产替代再获突破进展。
2.2. 碳纤维增强复合材料(CFRP)成型工艺
将原材料转化成结构件还需要成型这一关键步骤。碳纤维增强复合材料的加工成型工艺有很 多种,包括预浸料热压罐、树脂传递模塑(RM)、拉挤成型、缠绕成型等。目前航空航天领 域常用预浸料热压罐工艺和树脂传递模塑(RTM)工艺,汽车零部件的生产则主要采用 RTM 工艺等模压成型工艺。
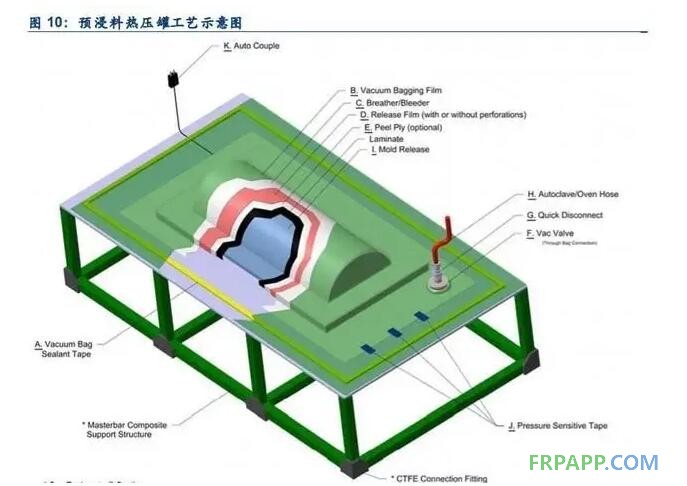
2.2.1. 预浸料热压罐工艺
预浸料热压罐工艺主要运用于制造高端复合材料,常常在航空航天领域被使用。其工艺流程 包括浸润纤维预用树脂将其制成半固化态材料再在模具上手工逐层干法铺贴,然后将其制袋 密封,使内部处于真空,产生负压,最后将其送入热压罐内固化成型。预浸料热压罐工艺制 造的部件品质高、性能稳定、机械强度好,但由于采用手工积层,人工工时费用高、生产效 率低且存在一定人工管理难度。
2.2.2. 树脂传递模塑工艺(RTM)
树脂传递模塑工艺是一种适用于高质量、多品种、中批量复合材料的制造工艺,技术成本较 低,被广泛应用于航空航天、汽车、体育用品领域。其工艺流程包括将纤维经预成型、预编 织处理后将预成型纤维体铺放在模具型腔内,合模后用压力设备往模腔中注入树脂,浸润纤 维,最后固化脱模成型。树脂传递模塑工艺的生产效率高,制品双面光洁且尺寸精度高,适 用于制作结构复杂的零件。

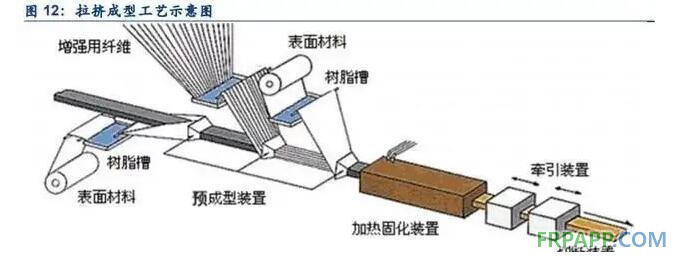
2.2.3. 拉挤成型工艺
拉挤成型工艺适用于制造高纤维体积含量的低成本复合材料,如制造风电叶片的梁帽,其工 艺流程包括在牵引设备的作用下将连续纤维进行树脂浸润浸后通过成型模具加热,挤出多余 树脂,使其固化。该工艺可以连续成型,制品长度不受限制,纵向力学性能突出,生产过程 自动化程度高,生产效率高,制品性能稳定,成本低。缺点是只能生产线形产品,且横向强度低。
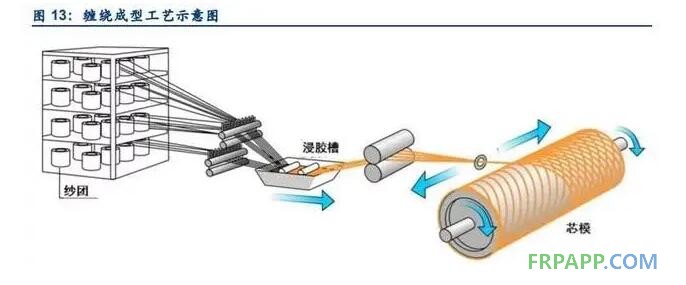
2.2.4. 缠绕成型工艺
缠绕成型工艺常被用于制造压力容器、钓竿、传动轴等制品,在土木建筑领域也多有应用。其工艺流程包括将浸过树脂胶液的连续纤维按一定规律缠绕到芯模上,然后经固化、脱模获 得制品。用缠绕成型工艺制成的纤维能保持连续完整、制品强度高、可机械化连续性生产、 生产周期短。但该工艺生产设备复杂,需要杂绕机、芯模、固化加热炉、脱模机等设备,存 在一定的技术难度,且不能缠任意结构形式的制品,产品形状单一。
3. 碳纤维生产壁垒高,我国技术突破及成本优化任重道远
3.1. 纺丝及氧化碳化环节控制均有难度
完整的碳纤维产业链包含从一次能源到终端应用的完整制造过程。从石油、煤炭或天然气得 到丙烯,丙烯经氨氧化后得到丙烯腈,丙烯腈合和纺丝之后得到聚丙烯腈(PAN)原丝,再 经过预氧化、低温和高温碳化后得到碳纤维,并可制成碳纤维织物和碳纤维预浸料,作为生 产碳纤维复合材料的原材料;碳纤维经与树脂、陶瓷等材料结合,形成碳纤维复合材料,最 后由各种成型工艺得到下游应用需要的最终产品。
聚丙烯腈(PAN)基碳纤维的生产过程主要经过聚合、纺丝、预氧化、碳化、表面处理、上 浆等步骤,全过程连续进行,任何一道工序出现问题都会影响稳定生产和碳纤维产品的质量。
在原丝的生产过程中,
比如聚合这一步,工业生产主要采用溶液聚合法,纺丝液的粘度能够 直接体现纺丝液质量的好坏以及纺丝液的运动速度。单体的种类和比例、引发剂种类及浓度、 聚合温度及时间、搅拌速度都要控制,否则会出现聚合度不均匀的情况。再比如说,在纺丝 前要进行脱单脱泡和后处理以除掉多余的单体、气泡、杂质等,因为纺丝原液中单体 AN 在 一定温度和真空度下可以汽化、原液在聚合反应和输送过程中产生气泡,这个对于原丝性能 影响很大,弄不好就会断丝,所以要在纺丝前要控制真空度和温度脱泡。再比如说,纺丝这 一步,以湿法为例,纺丝液从喷丝孔挤出进入凝固浴,通过 DMSO 浓度差进行溶剂扩散实 现凝固,这个过程需要注意 DMSO 的浓度,浓度和温度会影响原丝的界面性质和致密性;要注意水洗和干燥温度,这会对碳丝致密性产生比较大影响。此外,上油的量以及牵伸倍数 均对产品的质量有显著影响。
氧化碳化环节,
主要体现在对温度的控制上,由于氧化是放热反应,控温精度不好、温度均 匀性不好会显著影响碳丝的拉伸强度,容易发生断丝。
3.2. 生产效率低是影响成本优化的重要因素之一
通常碳纤维生产成本构成中,原丝占 51%左右,大约 2.2 公斤原丝生产 1 公斤碳纤维。原丝 的生产过程中,折旧及能耗占比较大、约 40%,提高生产效率可以有效减少单吨折旧及能耗。
日本东丽曾测算,碳纤维行业具有规模经济性,生产线的规模如果小于 400t/a 很难盈利,千 吨线盈利能力也不高,成本大概 21.96 美元/kg。若单线规模从 1000t 上升到 2000t,成本可 降低 10%,至 3000t 成本可降低 15%;若上升到万吨线,成本可降低 30%至 17.44 美元/kg。若再将干喷湿纺工艺继续优化、提高纺丝速度,则成本可降低至 12-13 美元/kg。国内大丝束 成本仍然跟以东丽为首的海外龙头企业有较大差距,仍需在提高纺丝速度、设备国产化等方 面重点攻关。
3.3. 国内碳纤维企业在型号突破及成本优化方面不断进步
我国碳纤维产业最早是于上世纪 60 年代开始发展的,与日本和美国基本同期发展,但历经 坎坷、产业成果远落后日美企业。国内碳纤维业生产的产品,存在产量小、品质稳定性不高、 性价比优势不明显等缺点,但国内企业仍在不断努力实现突破,代表企业为光威复材和中简科技。










 鲁ICP备2021047099号
鲁ICP备2021047099号