






在目前的材料中,复合材料因其质轻高强而被广泛的应用。针对复合材料的制造工艺也在不断的提高和创新。由起初的手糊,发展到机械化的喷射,拉剂,模压等工艺,到现在兴起的真空导入工艺,与真空导入相关的工艺还有树脂传递模塑(RTM),真空辅助RTM (VARTM),真空袋压,SCRIMP, SRIM(Structural Reaction Injection Molding), RFI (resin film infusion)。但都有一些差别,很多文章中都介绍过,这里就不赘述了。
1. 真空导入工艺 (vacuum infusion process, VIP)
真空导入工艺(Vacuum Infusion Process),简称VIP,在模具上铺“干”增强材料(玻璃纤维,碳纤维,夹心材料等,有别于真空袋工艺),然后铺真空袋,并抽出体系中的空气,在模具型腔中形成一个负压,利用真空产生的压力把不饱和树脂通过预铺的管路压入纤维积层中,让树脂浸润增强材料最后充满整个模具,制品固化后,揭去真空袋材料,从模具上得到所需的制品。VIP采用单面模具(就象通常的手糊和喷射的模具)建立一个闭合系统。真空导入工艺公诸于世很久了, 这个工艺在1950出现了专利记录了。然而,直到近几年才得到了发展。由于这种工艺是由国外引入,所以在命名上有多种称呼,真空导入,真空灌注,真空注射。
2. 理论
真空导入工艺能被广泛的应用,有其理论基础的,这就是达西定律(Darcy’s Law)
t =ℓ 2h/(2 k DP )
t 是导入时间,由四个参数来决定。
h-树脂粘度,从公式上可以看出所用树脂的粘度低,则所需导入时间就短,因此真空导入所用的树脂粘度一般不能太高。这样可以使树脂能够快速的充满整个模具。
ℓ-注射长度,指的树脂进料口与到达出料口的之间的距离,距离长当然所需的时间亦长。
DP-压力差, 体系内与体系外压力差值越大,对树脂的驱动力也越大,树脂流速越快,当然所需导入时间也越短。
k = 渗透性,指玻纤,夹心材料等对树脂浸润好坏的参数。k值大说明浸润好,象连续毡,多向毡要比方格布,短切毡易被树脂浸润。因此为了使得树脂在增强材料被压实的情况下能方便的充满体系,一般会人为设置一些导流槽,比如在夹心泡沫上下打孔等。
3. 优势
在通常的手糊工艺(hand lay-up)中, 增强材料铺于模具中, 采用刷子,辊子或其它方式手工浸润增强材料。另外一种改进的方法是使用真空袋吸出手糊时积层中多余的树脂。这样提高的玻纤含量,得到更高强度和更轻的产品,VIP相对于传统的工艺具有很多优势。
如图以手糊,真空袋和真空导入为例。在力学性能上真空导入占有明显的优势。
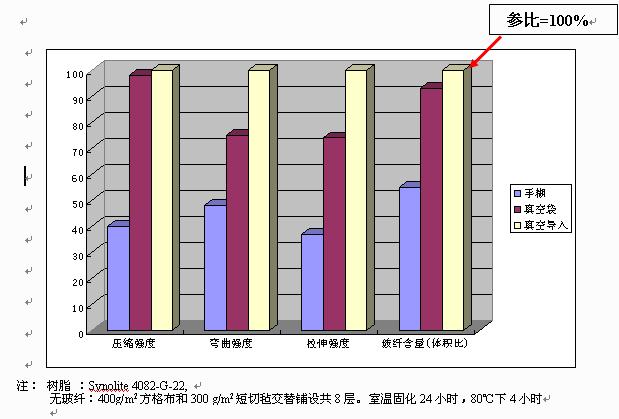 由此可以看出真空导入的优势
a更高质量制品:在真空环境下树脂浸润玻纤,与传统制造工艺相比,制品中的气泡极少。体系中不留有多余的树脂,玻纤含量很高,可达到时70%,甚至更低。所得制品重量更轻,强度更高。批与批之间也非常稳定。
b更少树脂损耗:用VIP工艺,树脂的用量可以精确预算,对于手糊或喷射工艺来说,会因操作人员的多变性而难于控制。VIP可以使得树脂的损耗达到最少,更重要的是,这样可以节约成本。 c树脂分布均匀:对于一个制品来说,不同部分的真空产生的压力是一致的,因此树脂对玻纤的浸润速度和含量趋于一致。这个对于重量要求稳定的FRP制件来是很关键的。 d过程挥发更少:生产过程中没有刷子或辊子之类,不会造成树脂的泼洒或滴落现象发现,更不会有大量的气味出现。所以它能提供一个干净、安全和友好的工作环境, 保护操作者的身心健康。
e使用单面模具:仅用一面模具就可以得到两面光滑平整的制品,可以较好的控制产品的厚度。节约模具制造成本和时间。 正因为用VIP工艺所做产品有如些的优点,最早应用于航天航空等特种领域,后来慢慢应用于高要求的民用产品。 VIP工艺的应用领域
1)船艇工业--船体,甲板,方向舵,雷达屏蔽罩
2)风电能源--叶片,机仓罩
3)体育休闲--头盔,帆板
4)汽车工业--各类车顶,挡风板,车厢
5)建筑领域--建筑物顶部件,建筑模板
6)农业和园艺 --粮仓圆盖,农机保护盖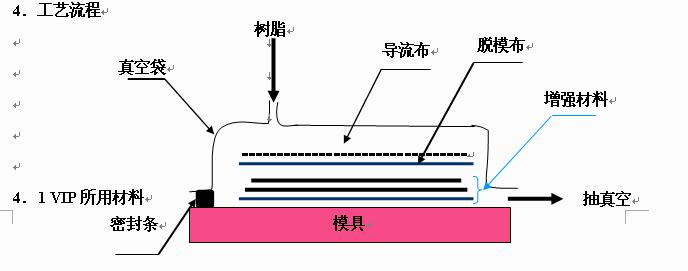 4.1.1树脂
当准备开始真空导入的试验时,首先要选用合适的树脂,是环氧树脂还是不饱和聚酯树脂。真空导入工艺的树脂,不能用普通的树脂来代替,它对粘度,凝胶时间,放热峰,浸润性等有特殊的要求,具体可咨询树脂供应商。
4.1.2 固化体系
如果是环氧树脂,要使用其相对应的专用固化剂;不饱和树脂常用的固化剂是过氧化甲乙酮。不同的厂家其质量是不一样的,选用时对其评价,不能因为用量少的材料而影响到整个制品的质量。
4.1.3 增强材料
增强材料一般常用的是玻璃纤维和碳纤维。比如连续毡,复合缝边毡,单布等,具体要根据力学设计。选用时最好做一下实验,渗透性如何,因为纤维在制造过程中选用的浸润剂,粘接剂的不同对树脂的浸润会不一样,导致最终制品的力学性能会有很大的差异。
4.1.4 夹心材料
一般常用的是木板,Balsa木,PVC泡沫,PUR 泡沫,强蕊毡等。依据制品的需要选用合适的夹心材料。
4.1.5 设备、辅材
真空泵,接口,压力表,导流管,脱模布,导流布,真空袋等等。
真空导入工艺用所的材料不是随随便便拿来就能用,每种材料都要经过实验加以确认,以此判断是不是适用。这里就不详细阐述,作为专题在以后的文章中讨论。
 4.2 VIP 工艺流程
然后要了解材料如何使用和如何安排。为了解说方便,我们以如所例示意图为例子。
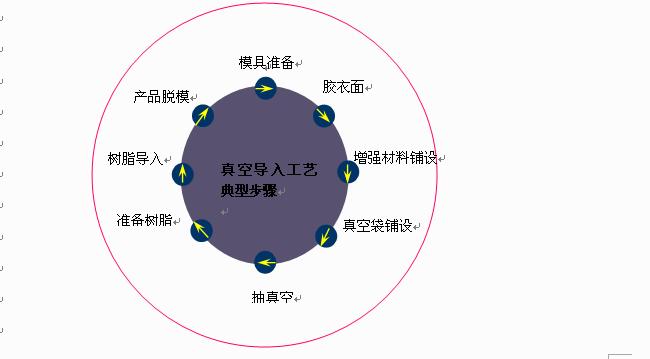
第一步:准备模具
和其它积层工艺一样, 对VIP来说高质量的模具也是必须的。表面要有较高的硬度和较高的光泽,并且模具边缘至少保留15厘米,便于密封条和管路的铺设。对模具进行清理干净,然后打脱模蜡或抹脱模水。
第二步: 施工胶衣面
可以根据制品的要求,可以用产品胶衣和打磨胶衣,选用类型有邻苯,间苯和乙烯基。用手刷和喷射的方法施工胶衣。
第三步:增强材料铺设
选用增强材料-玻璃纤维,碳纤维,夹心材料…这要依据制品强度要求来定。选择增强材料对积层工艺来说是很重要的一步,但对于VIP要多考虑几点。 虽然所有织物都可以用,但不同的材料和织法会影响树脂流速。
第四步:真空袋材料铺设
先铺上脱模布,接着是导流布,最后是真空袋。在合上真空袋之前,要仔细考虑树脂和抽真空管路的走向,否则有的地方树脂会无法浸润到。铺设时要非常小心,以免一些尖锐物刺破真空袋。
第五步:抽真空
铺完这些材料后,夹紧各进树脂管,对整个体系抽真空,尽量把体系中空气抽空,并检查气密性,这一步很关键,如有漏点存在,当树脂导入时,空气会进体入体系,气泡会在漏点向其它地方渗入,甚至于有可能整个制品报废。
第六步:配树脂
抽真空达到一定要求后,准备树脂。按凝胶时间配入相应的固化剂,切记不能忘加固化剂,否则很难弥补。不过一般真空导入树脂含有固化指示剂,可以从颜色上来判断是否加了固化剂。
第七步:导入树脂
把进树脂管路插入配好的树脂桶中,根据进料顺序依次打开夹子,注意树脂桶的量,及时补充。
第八步:脱模
树脂凝胶固化到一定程度后,揭去真空袋材料。从模具上取出制品并进行后处理。
5 结语
当然任何一个工艺不可能是十全十美的,目前来说VIP所需的一次性耗材很大一部分需要进口,提高材料成本,但这部分可以减少树脂用量上得到平衡。另外对操作人员的技能要求更高。每一过程都仔细按步骤做好才能进入下一步的操作,否则会造成不能逆转的损失。所以这种工艺目前用在附加值高的FPR部件和制品中,如体育用品配件,游艇,风力发电叶片等。但人们对更高性能材料的大量需要,真空导入工艺正被越来越多的人认识和采用。
参考文献
[1] Marco method, us patent No 2495640 (1950).
[2] 王继辉,李新华.复合材料液体模塑成型技术.化学工业出版社,2004.3
[3] Chris Kirschling, Stephen Brooks. Resin systems for Vacuum infusion Applications
|










 鲁ICP备2021047099号
鲁ICP备2021047099号