





一般来说,装模操作时还应考虑以下几个问题。
△所投放的BMC模塑料的温度一般应在15℃以上。
△应根据压制时能获得最短的流动路径来选择投放物料的位置,最好是保证物料能同时到达模腔的各个角落:对于有可能出现物料滞留或“死角”的地方,可预先在该处投放物料。
△应尽可能使投放的物料均匀分布。
△因通用BMC模压料在150℃时所需的固化时间还不到lmin/mm,因此投料应迅速。如使用手工称量物料,由于速度较慢而不利于生产效率的提高,因此,在压制较小的制品时,最好是采用有共用加料室的模具。
△对于形状比较复杂的制品,可先将物料预压成与制品相似的坯块,这样可以避免压制出的制品在凸出的部位上出现缺料或产生熔接线等问题。
△为便于投料和贮存,在配制BMC模塑料时,一般都把其挤压成条状或团块状。切忌将物料松散的投满模腔,这不利于压制时顺利的将气体排出、减少制品起泡。如用条状料进行模压时,应采用垂直加料的方式,这可得到各个方向都具有相同强度和收缩均匀的模压制品。
4.压制
(1)闭模、加压加热和固化
当完成向模腔内投料以后,则进行闭模压制。由于BMC模压料的固化速度非常快,而且为了缩短成型周期,防止物料出现过早固化(局部的过早固化会影响到压制物料的流动),在阳模未触及物料前,应尽量加快闭模速度;而当模具闭合到与物料接触时为避免出现高压对物料和嵌件等的冲击,并能更充分的排除模腔中的空气,此时应放慢闭模速度。
(2)开模及脱模(顶出制品)
当制品完全固化后,为减少成型周期,应马上开模并脱出制品。如果制品的形状比较简单,而且模具的脱模斜度、模腔的表面光亮度等都比较合适,则制品的脱模不会有什莫困难。对于形状比较复杂的制品,脱模的难度有可能提高。
5.制品的后处理及模具的清理
(1)制品的后处理
BMc模塑料的成型收缩率很小,制品因收缩而产生翘曲的情况并不严重。对于有些制品如出现有上述现象,可采取将其置于烘箱中进行缓慢冷却的方法来消除。
(2)制品的修整
由于BMc模压制品往往都会产生一些飞边与其连在一起,需要将其除去。飞边的最大厚度应该限制在0. lmm的范围内。如果飞边的厚度太大,则不但除去困难,而且物料浪费也太大,成本也会大大提高。如果时间允许的话,操作者可以在闭模固化的间隔时间里用挫刀片、修饰砂带、压入棒等工具将制品上的飞边和孔洞等进行清理。小的制品通常都用滚轮磨边机来清除飞边。
(3)模具的清理
制品脱出后,应认真的清理模具。首先应把残留在模具中的BMC碎屑、飞边等杂物全部清理干净,特别是应将渗入到模腔结合面各处间隙中的物料彻底清除,否则不但会影响到制品的表面质量,而且还有可能会影响到模具的开合和排气。
清理模具一般要采用压缩空气、毛刷和铜质的非铁工具,目的是在清理时不会损伤模腔表面。模具清理后对于容易出现粘模的地方可涂刷一定量的脱模剂,然后再仔细的检查模腔内是否还有其他外来物存在,当做完上述工作后,即可进入下一个工序。
6.压制成型工艺条件
与一般的热固性模塑料一样,BMC模塑料的压制成型条件包括:成型压力、成型温度、固化时间等参数。
(1)成型压力
BMC模塑料由于具有良好的流动性,因此在模压时不需要很高的压力就可以使其充满整个模腔。对于同一种组分的BMC模塑料来说,其成型压力主要是根据制品的复杂程度、制品的性质和其他成型工艺条件开选定的。例如,在压制一些形状简单的制品时,5MPa的压力就足够了;对于设有凸台或有盲孔的形状较为复杂的制品,则可能要用高一些的压力。
模具的类型对压力的选择也有影响,溢式压模比半溢式的压模使用的压力小些,而不溢式压模(很少用于BMC的压制)所使用的压力则要大些,甚至高几倍。另外,对压制成型表面质量要求高的制品,也要使用比较高的成型压力。
对于大多数的BMC模压制品来说,3. 5-7. OMPa压力已经足够了;但对于不溢式压模和表面要求比较高的制品,有时可能要用到14MPa的成型压力。
(2)成型温度
BMC模塑料的压制成型温度是十分重要的工艺参数。成型温度的高低与物料的类型、配方(组分)、所使用的成型压力、制品的复杂程度及壁厚、收缩的控制、流动条件以及有无预热等都有关。
温度高,固化速度快,生产效率高;而要想获得好的表面质量,则要用较低的温度,特别是对有些要求用慢速闭模的成型制品。但温度低、物料流动时间长,会使压制成型过程放慢。为防止制品表面出现开裂,对一些深型腔、形状复杂而壁薄的制品,则需要采用低温的成型条件。
一般来说,上下模具通常是采用相同的温度,但有时为了方便脱出制品,或是为了脱模的需要而选择性地使其出现粘模,则应使两半模的温度有所差别。一般来说,希望制品能留在其上的该半模的温度应低约5-15℃。
(3)固化时间
所有级别的BMC模塑料在压制成型时其固化速度都是很快的,但也会有一些不同,如用黑颜色的BMC模塑料成型时明显要比一般颜色的产品固化得慢,如图3.18所示。图中(a)表示浅色的制品在不同的厚度下的固化时间;而(b)则是表示加了炭黑(黑色)而不同厚度的制品的固化时间。对图中数据进行比较可以看出,对于厚度、成型温度相同的制品,黑颜色所需的固化时间要多一些。
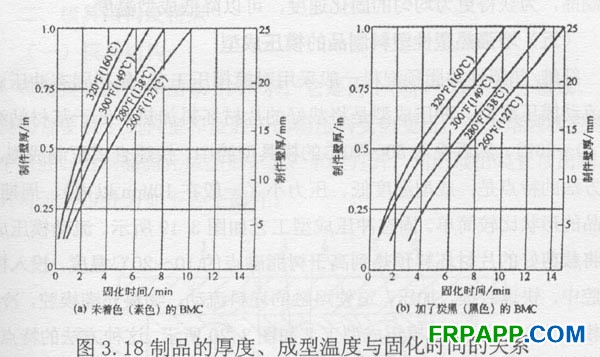
如果是根据制品的厚度来选定固化时间的话,一般来说,制品的壁厚为3mm时,固化时间约为3min;厚度为6mm时约4-6min; 12mm厚时约为6一l0min。
(4)合模速度
由于BMC模塑料具有快速固化的特性,因此,在向模腔投放物料后可以马上进行快速合模成型。一般来说,整个合模过程应在50秒内完成。闭模速度过慢,模腔中的物料有可能会发生局部的胶凝固化,这种现象在制品截面较薄处会较为明显的出现;若闭模速度过快,除了会使物料出现组分分离的趋向外,有时也会出现排气补畅、夹气甚至有焦痕等缺陷。
过高的成型温度和过慢的合模速度都会引起BMC模塑料的组分分离。因为在高温下树脂的硬度过低,在合模加压时,树脂会离析出来,并跑在(流向)填料和玻璃纤维的前面。当玻璃纤维的含量少于25%时,则要用较低的合模速度,才会获得较好的制品质量。对于壁厚大于4.8mm得知品,采用较低的合模速度才能获得质地致密均匀的制品,对于较厚的制品,为获得更为均匀的固化速度,可以降低成型温度。










 鲁ICP备2021047099号
鲁ICP备2021047099号