






MIT-RTM主要技术特点:
MIT-RTM工艺使用了几个低成本的MIT衬模。
MIT衬模的上表面与母模的尺寸与形状是一模一样的。MIT衬模的背面与放在压机中的底模的形状及尺寸一模一样。生产相同部件所用的各个MIT衬模的尺寸应是一模一样的。
只有注射和固化时MIT衬模是在压机中的。
从压机中拿出MIT衬模再放入另一个MIT衬模的操作时间很短(几秒到几十秒)。
其它的工序是“脱机”操作的,如:脱模、模具清洁和上脱模剂、喷胶衣、铺放增强纤维织物等。而以上这些工序的操作不影响压机及RTM注射机的使用。
MIT衬模可以使用任何适合做模具的材料制作,如环氧复合材料、陶瓷、钢、电铸镍等,复合材料衬模的厚度一般为4~7mm,最薄金属衬模可为1mm。
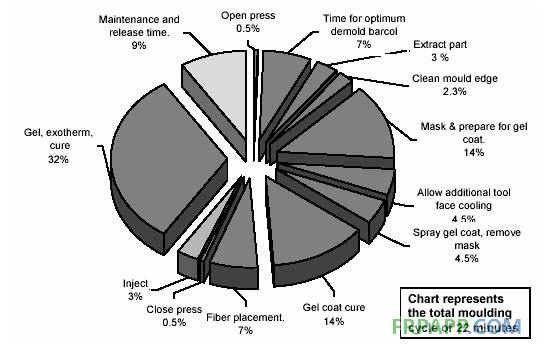
传统RTM生产模具的成型周期时间分配划分
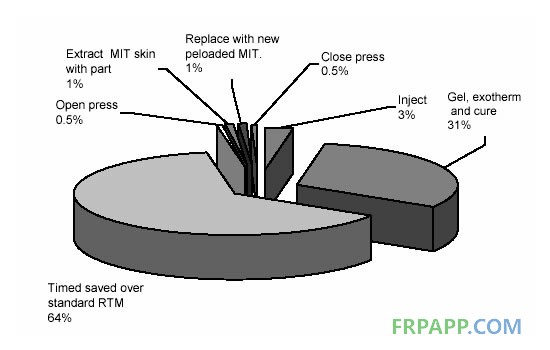
MIT-RTM成型步骤及成型周期时间分配
MIT-RTM主要优点:
与传统单模腔的复合材料模具或高投资的金属模具相比产量提高了三倍以上。
一个尺寸稳定的、可重复使用的母模可生产出多个厚度为4-7mm的MIT衬模,并可保证其表面、侧部、背部尺寸的精确性。
MIT衬模很薄、质量很轻,其成本仅占整个生产设备的一小部分。当一个MIT衬模损坏了之后,可立即进行修补或者立刻换上一个新的低成本MIT衬模,而不会中断生产过程。
制件在MIT衬模中时,把MIT衬模从底模中脱离比制件不在MIT中脱离容易、快速,也比把部件从MIT衬模中脱离容易。
由于喷胶衣可以“脱机”进行,因此控制环境污染方面便变得相当容易。
MIT衬模喷胶衣是离线操作,衬模散热快,不存在高温喷涂胶衣造成的制品表面质量问题。
MIT-RTM工艺的衬模技术能生产高质量的制品。
MegajectPro注射设备介绍:
采用PLC编程液晶触摸屏控制。
在注射枪头位置设置树脂压力传感器(MPG),以根据设定压力控制注射速度,防止产生过高压力。
采用递增固化剂装置,全自动伺服电机按预先编程控制固化剂泵工作,保证精确地注射所需固化剂。
具有固化剂流功监测功能,如发生流道阻塞或流量在设定值以下会发生报警,并自动关闭注射系统。
特殊的注射枪空气清洗控制器,以减少清洗剂的用量,减少污染并干燥混合器,避免混合器受污染。
自动控制注射嘴用以连接注射枪和模具注射口,控制树脂向模腔内流动,避免手持注射枪在模具口处造成树脂外溢和浪费。
配有一个气动真空器,为模具提供真空。










 鲁ICP备2021047099号
鲁ICP备2021047099号