






施工注意事项:
(1)切割造锥前,按HSE体系施工要求,中心区域拉警示带,进入施工路段必须摆放警示牌。发生漏失后切断注水源,使压力降为零,开挖后及时回收污水,防止管沟塌方伤人。
(2)玻璃钢管锯断后,举升高度不超过1m,角度不能大于10℃,切割造锥时,在地面施工安全方便,最高差达2m以上(管道深埋1m),从漏失点开挖两边至少20m以上。
(3)现场螺纹安装
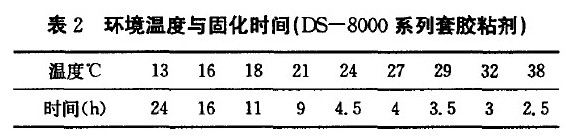
现场螺纹安装工序:切割→锥度割削→粘合现场螺纹→加热固化。切割离漏失点最好0.3m以上,选择合适的棘轮镀变磨削机(厂家配有专用工具),锥面必须干净、无油脂、无粉尘、无水分、胶粘剂搅拌均匀,将现场螺纹与管端镀度粘接赶出粘合面气泡,用手转动拧紧。胶粘剂固化时间,根据环境温度确定,环境温度与固化时间如表2。
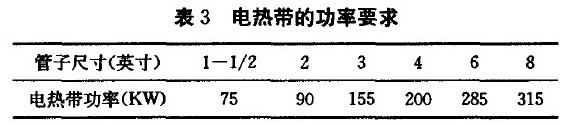
冬季施工气温低,注水停产时间不能超过24 h,采用电热带加热固化方法,可缩短施工的时间。根据施工经验和胶粘剂的特点,在3—4 h固化达最佳效果,也使施工停产总时间控制在8 h以内,电热带加热控制在30—32℃,时间3 h,冷却0.5 h,电热带的功率要求(见表3)。
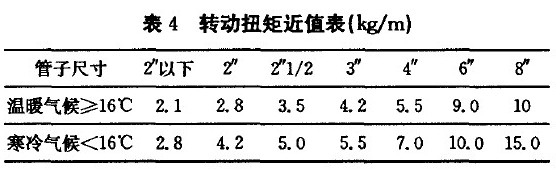
(4)安装钢制转换接头,现场外螺纹与钢制转换内螺纹必须干净,密封脂涂均匀,没有扭矩带板手,用手上紧后,再紧二周,有扭矩带板手,按转动扭矩近似值表上紧(见表4)。
(5)焊接作业人员持证上岗,在焊接过程中,钢制转换接头做好降温,温度不能超过40℃,否则烧坏现场螺蚊而发生漏失。
(6)管沟回填。管道周围0.2m以内,用砂土或软土回填后高于自然地面0.3m。
4 结论和建议
(1)高压玻璃钢管线并应用于江汉油田注水井和部分注水干线的生产,解决了管线腐蚀穿孔,减少了污染,延长了管线的使用寿命,节约了投资。
(2)通过实施,规范了高压玻璃钢管线补漏的施工工艺,提高了注水时率,保证了安全生产,做到了文明施工。从2005年来,平均补漏达47次,年增产原油产量达80多T。
(3)目前,对于中、高压玻璃钢管线(0.25 MPa~2.50MPa),利用造锥、钢制转换接头补漏,时间长、不防腐。随着科学技术的进步,高强度性能优良的树脂、引发剂、固化剂、促进剂和增强性材料不断产生,对中、高压玻璃钢管线采用粘合剂接口,有待于下步研究。








 鲁ICP备2021047099号
鲁ICP备2021047099号