





将真空袋压整套装置移人高压釜中加压、加温,就构成了真空袋/高压釜模塑法,用这种方法制得的产品,由于所受的压力较高而质地密实,因此比用单一真空袋压法得到的产品质量高。
图7-1是典型的真空袋压法的示意图。
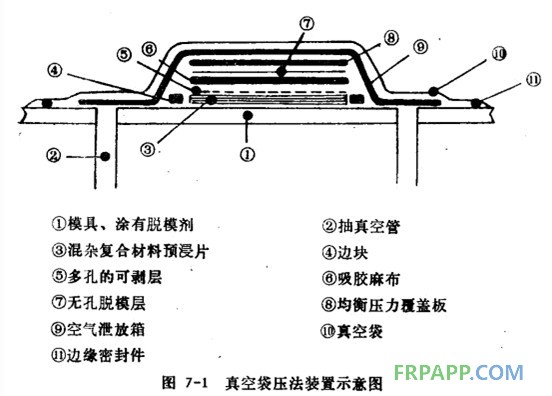
图中的多孔脱模薄膜可以让预浸片多余的树脂通过它的孔流入吸胶麻布层,同时还能防止固化制件与吸胶麻布及其它和固化制件接触的组件粘上。多孔脱模薄膜常用0.075毫米厚的聚四氟乙烯的多孔玻璃纤维织物,也可以使用每平方厘米含有1毫米直径小孔的高温稳定的热塑性树脂薄膜。适当调整吸胶材料的厚度在代定程度上可以达到控制制件含胶量的目的。吸胶材料还提供了预浸片气体排出的通道,防止真空袋将制件局部封住而加不上压力。除了麻布片以外,玻璃织物中加人吸胶纸也是很好的吸胶材料。均衡压力覆盖板可以使压力均匀地作用在制件表面。由于其底层有无孔的脱模薄膜,故援盖板和吸胶层不易枯上。此外,空气泄放箱可以防止真空袋“架桥”而产生不规则的压力。
真空袋在高温下的密封性能对干真空袋/高压釜模塑法成败具有决定性的意义。氯丁橡胶、硅橡胶均可用作真空袋材料,而0.05毫米厚的尼龙薄膜,由于其热稳定性较好和容易加工也日益普遍地被用作真空袋材料。
真空袋边缘的密封可以采用弓形夹夹住垫条的办法,也可以采用胶粘剂粘接的办法,后者比较简单易行。










 鲁ICP备2021047099号
鲁ICP备2021047099号