





(一)、该机主要用于玻璃钢管道及对称回转体玻璃钢制品结构层制作。缠绕机有各种类型的缠绕机,但其原理是相同的。其主体结构型式有:缠绕机轨道、往复运动的缠绕小车、浸胶槽、纱架、缠绕机驱动床头、床尾及计算机控制系统对于夹砂缠绕机还有夹砂装置。
本说明书适用于DN200-1600、2000、2600、3000、4000×12000
计算机控制的(夹砂)缠绕玻璃钢管道缠绕机。
为了使用户能正确使用该套设备及方便以后日常维护特编制该套使用说明书。
(二)、用途和特点
1、 用途
本机为(夹砂)缠绕玻璃钢管道生产线上最主要的专用设备,主要用于玻璃钢管道结构层缠绕、夹砂制作。
1、 特点
1) 本机主轴旋转、缠绕小车移动由计算机控制,按一定数学模型在缠绕机轨道上作与主轴连动的往复运动,控制方式由手动、半自动、自动。
2) 本机在缠绕小车、夹砂小车上配备一到二套输胶系统及淋胶头、气动压辊、浸胶槽、夹砂装置、缠聚脂薄膜架、电控系统等输助装置,操作人员在缠绕小车上通过电控系统可控制整个结构层缠绕及夹砂工作。
3) 本机缠绕小车、夹砂小车传动采用齿条传动,提高传动精度、运行平稳性。
4) 本机夹砂方式采用一次多层予混,夹砂厚度一次可达20MM,夹砂层的含胶量由计算机控制。
5) 缠绕抽纱速度最高为130m/min
6) 伺服系统采用德国西门子公司原装产品增加设备运行可靠性。
(三)、主要结构原理概述
本机由缠绕机轨道、缠绕小车、浸胶槽、夹砂小车、夹砂装置气动压辊、纱架、输胶系统及淋胶头、电缆架、控制系统、缠绕机驱动床头、床尾、接胶槽组成
制管用的管芯模在缠绕机驱动床头带动下旋转,安装在缠绕机轨道上的缠绕小车沿着管芯模轴向按一定数学模型作与主轴连锁的往返运动,通过浸胶槽予浸树脂的玻璃纤维缠到管芯模上。夹砂装置按一定厚度,一定的含胶量将石英砂通过兜砂布夹到管芯模上,气动压辊作用赶压夹砂层内气泡和压实夹砂层。从而完成结构层缠绕、夹砂工作。
常用技术参数与性能:
功能:
适用于DN200—DN2600*12000(MM)夹砂管道缠绕制作。
缠绕机技术参数:
1、制品规格(DN200-DN2600*12000)
2、排纱精度:±0.5mm
3、缠绕角:≥45°≤90°
4、抽纱速度:≤130m/min
5、缠绕方式:螺旋、环向
6、控制方式:手动、半自动、自动
7、引纱方式:直线引纱
8、夹砂方式为分层夹砂,夹砂厚度一次可达4-20mm。夹砂厚度不受人为因素,和模具偏重的影响,理论设定厚度和实际夹砂厚度(经滚压)相差1.5-2mm。整根管道实际夹砂厚度误差小于1mm.。
9、输胶系统为电动,最大输胶量可达5-45Kg/min(夹砂层输胶量由计算机控制、胶槽树脂为变频调速控制) 以满足夹砂厚度一次可达4-20mm。可靠性较好。使用说明参看—《输胶系统使用说明书》
10、缠绕小车采用四轮支撑,齿条传动。
11、缠绕制品的长度(L)、纱布宽(B)、缠绕角(a)、端部停留长度(c)。缠绕长度(L)固定后,其余三个参数可任意锁定二个参数不变。
12、可分别从管道端部或尾部作为缠绕零点进行缠绕。
13、可实现单层环向缠绕直接切换到螺旋缠绕。
14、夹砂、淋胶、包砂一次完成,可实现连续往返夹砂。
15、插口可自动加厚。
16、计算机:为台湾研华产工控586计算机,控制软件为我公司开发无零点飘移系统。
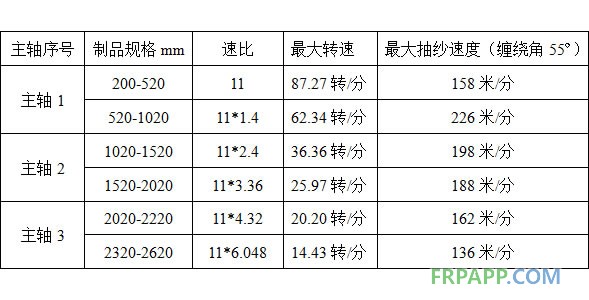
17、缠绕机主轴:电机功率:15KW ;减速机速比:I=11(床头详细速比见表1)(皮带轮1:1.5)








 鲁ICP备2021047099号
鲁ICP备2021047099号