





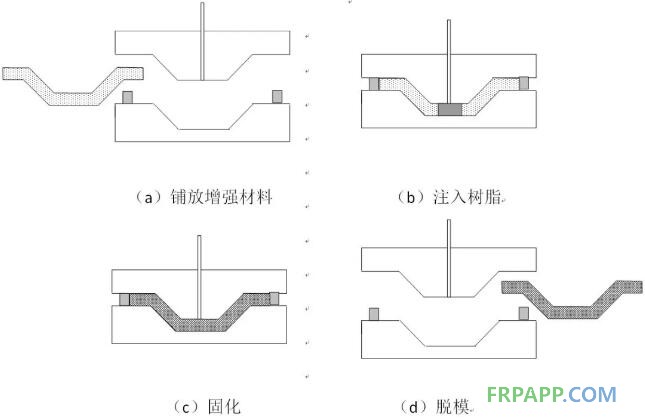
RTM工艺的基本原理如下图所示,先在模腔内预先铺放增强材料预成型体、芯材和预埋件,然后在压力或真空作用力下将树脂注入闭合模腔,浸润纤维,固化后脱模,再进行二次加工等后处理工序。
纤维预成型有手工铺放、手工纤维铺层加模具热压预成型、机械手喷射短切加热压预成型、三维立体编织等多种形式,需要达到的效果就是纤维能够相对均匀填充模腔,以利于接下来的树脂充模过程。
在合模和锁紧模具的过程中,根据不同的生产形式,有的锁模机构安装在模具上,有的采用外置的合模锁紧设备,也可以在锁紧模具的同时利用真空辅助来提供锁紧力,模具抽真空同时可以降低树脂充模产生的内压对模具变型的影响。
在树脂注入阶段,要求树脂的黏度尽量不要发生变化,以保证树脂在模腔内的均匀流动和充分浸渍。在充模过程结束后,要求模具内各部分的树脂能够同步固化,以降低由于固化产生的热应力对产品变形的影响。这种工艺特点对于树脂的黏度和固化反应过程以及相应的固化体系都提出了比较高的要求。
工艺特点
RTM以其优异的工艺性能,已广泛地应用于舰船、军事设施、国防工程、交通运输、航空航天和民用工业等。其主要特点如下:
(1)模具制造和材料选择灵活性强,根据不同的生产规模,设备的变化也很灵活,制品产量在1,000-20,000之间,采用RTM成型工艺可获得最佳生产经济效益。
(2)能制造具有良好表面质量、高尺寸精度的复杂部件,在大型部件的制造方面优势更为明显。
(3)易实现局部增强、夹芯结构;容易灵活调整增强材料的类型、结构设计,以满足从民用到航空航天工业不同性能的要求。
(4)纤维含量最高可达60%。
(5)RTM成型工艺属一种闭模操作工艺,工作环境清洁,成型过程苯乙烯排放量小,有利于环保。
(6)RTM成型工艺对原材料体系要求严格,要求增强材料具有良好的耐树脂流动冲刷和良好的浸润性,要求树脂黏度低,高反应活性,中温固化,固化放热峰值低,浸渍过程中黏度较小,注射完毕后能很快凝胶。
(7)低压注射,一般注射压力<30psi,可采用玻璃钢模具(包括环氧模具、玻璃钢表面铸镍模具等),铝模具等,模具设计自由度高,模具成本较低。
(8)制品孔隙率较低。
与预浸料模压工艺相比,RTM工艺无需制备、运输、储藏冷冻的预浸料,无需繁杂的手工铺层和真空袋压过程,也无需热处理时间,操作简单。技术的开发和扩大应用之所以活跃,主要是因为其工艺过程前期树脂和纤维相对分离,纤维材料的组合自由度非常大,查看更多玻璃钢产品工艺信息登录复材应用技术网,不同类型的纤维以及不同结构形式的编织方法都可以应用,多种类型的树脂也可以根据产品需要来选择。
但是RTM工艺由于在成型阶段树脂和纤维才通过浸渍过程实现赋型,纤维在模腔中的流动、纤维浸渍过程以及树脂的固化过程都对最终产品的性能有很大的影响,因而导致了工艺的复杂性和不可控性增大。
下表列出了手糊、RTM、SMC/BMC成型方法适用性的比较
portant; overflow-wrap: break-word !important;">
下表列出了手糊、RTM、SMC/BMC成型方法适用性的比较
portant; overflow-wrap: break-word !important;">
RTM工艺参数对工艺过程的影响
影响RTM工艺的工艺参数包括树脂黏度、注射压力、成型温度、真空度等,同时这些参数在成型过程中是互相关联和互相影响的。
(1)树脂黏度 适用于RTM工艺的树脂应该具有较低的黏度,通常应小于600mPa•s,小于300mPa•s时工艺性会表现地更好。当所使用的树脂黏度较高时通常提高树脂和成型温度来降低树脂黏度,以利于更好地实现充模过程。
(2)注射压力 注射压力的选择取决于纤维的结构形式和纤维含量以及所需要的成型周期。很多的研究资料都表明,较低的注射压力有利于纤维的充份浸渍,有利于力学性能的提高。通过改变产品结构设计、纤维铺层设计、降低树脂黏度、优化注射口和排气口的位置、使用真空辅助等手段,都可以实现降低注射压力。
(3)成型温度 成型温度的选择受模具自身能够提供的加热方式、树脂固化特性及所使用的固化体系的影响。较高的成型温度能够降低树脂的黏度,促进树脂在纤维束内部的流动和浸渍,增强树脂和纤维的界面结合能力。有资料数据显示,较高的温度能够提高产品的拉伸强度。
(4)真空度 在成型过程中使用真空辅助可以有效降低模具的刚度需求,同时促进注射过程中空气的排除,减少产品的孔隙含量。通过实验数据测定,在真空条件下成型的平板平均孔隙含量只有0.15%,而没有真空的平板孔隙含量达到1%。
RTM的衍生工艺
随着应用领域的不断扩大,RTM工艺已经发展出了一系列的衍生工艺,代表性的工艺包括:Light-RTM、SCRIMP(Seemann Composites Resin Infusion Molding Process)、RFI(Resin film infusion)等。
1.Light-RTM成型技术
Light-RTM通常称之为轻质RTM,该工艺是在真空辅助RTM工艺的基础上发展而来的。适用于制造大面积薄壁产品。该工艺的典型特征是下模为刚性模具,而上模采用轻质、半刚性的模具,通常厚度在6~8毫米。工艺过程使用双重密封结构,外圈真空用来锁紧模具,内圈真空导入树脂。注射口通常为带有流道的线型注射方式,有利于快速充模。由于上模采用了半刚性的模具,模具成本大大降低,同时在制造大面积的薄壁产品时,模具锁紧力由大气压提供,保证了模具的加压均匀性,模制产品的壁厚均匀性非常好。
2.SCRIMP成型技术
SCRIMP成型技术是由美国西曼复合材料公司在美国获得专利权的真空树脂注入技术。与之类似的工艺有多种,但名称各不相同,以SCRIMP工艺最有代表性。其工艺原理是:在真空状态下排除纤维增强体中的气体,通过树脂的流动、渗透,实现对纤维的浸渍。成型模具首先将一层或几层纤维织物铺放于模具上,再放好各种辅助材料,然后用真空袋密封,开启树脂阀门吸注胶液,充满模具最后固化成型。
与传统的RTM工艺相比,它只需一半模具和一个弹性真空袋,这样可以节省一半的模具成本,成型设备简单。由于真空袋的作用,在纤维周围形成真空,可提高树脂的浸湿速度和浸透程度。与RTM工艺相反,它只需在大气压下浸渍、固化;真空压力与大气压之差为树脂注入提供推动力,从而缩短成型时间。浸渍主要通过厚度方向的流动来实现,所以可以浸渍厚而复杂的层合结构,甚至含有芯子、嵌件、加筋件和紧固件的结构也可一次注入成型。SCRIMP工艺适用于中、大型复合材料构件,施工安全、成本较低。
3.RFI成型技术
RFI首次是由L.Letterman(美国波音公司)申请的专利,最初是为成型飞机结构件而发展起来的。近年来,这种技术已改进了RTM中纤维含量低、模具费用昂贵、易生成缺陷等缺点。RFI也是采用单模和真空袋来驱动浸渍过程。查看更多玻璃钢产品工艺信息登录复材应用技术网,工艺过程是将预制好的树脂膜铺放在模具上,再铺放纤维预成型体并用真空袋封闭模具;将模具置于烘箱或热压下加热并抽真空,达到一定温度后,树脂膜熔融成为黏度很低的液体,在真空或外加压力的作用下树脂沿厚度方向逐步浸润预成型体,完成树脂的转移;继续升温使树脂固化,最终获得复合材料制品。
RFI工艺与现有的成型技术相比具有以下优点:
(1)不需要复杂的树脂浸渍过程,成型周期短,能一次浸渍超常厚度纤维层,具有高度三维结构的缝编、机织预制件都能浸透,并可加入芯材一并成型;
(2)树脂膜在室温下有高的粘结性,可粘着弯曲面;
(3)成型压力低,不需额外的压力只需真空压力;
(4)模具制造与材料选择的灵活性强,不需要庞大的成型设备就可以制造大型制件,设备和模具的投资低;
(5)成型产品孔隙率低(<0.1%),纤维含量高(重量含量接近70%),性能优异。
RFI工艺也存在一些不足之处,如:对树脂体系要求严格;不太适合成型形状复杂的小型制件;由于采用真空袋压法,制品表面受内模的影响,达不到所需的复杂程度及精度要求;RFI工艺中,树脂的用量不能精确计量,需要吸胶布等耗材除去多余树脂,因而固体废物较多。
增强材料的类型
RTM用的纤维类型包括E玻纤、R玻纤和S玻纤,以及各种高强高模碳纤维和芳纶纤维。所使用的玻璃纤维织物结构形式包括表面毡、机织布、短切毡、连续毡、缝编毡、多轴向织物、RTM专用复合毡以及立体编织物等多种类型。碳纤维等高性能纤维通常使用不同织造方法的布,在很多高性能部件的制造场合,三维立体仿形织物的应用越来越多。
1.机织布
方格布是最为常见的机织布,其它类型的机织布如斜纹布、缎纹布等都可以用于RTM工艺。各种类型的机织布在铺层时很容易发生皱折和扭曲,不容易铺放到位。因此机织布通常用于一些型面变化比较简单的产品,为保证纤维在模具内的稳定,可以使用特定的粘接剂固定织物,也可以采用手工缝编的方式,用涤纶线将布与布之间缝合在一起。
2.短切毡
短切毡用于RTM工艺的优点是成本低,变形性好,缺点是耐冲刷性差,但是如果在靠近模具注射口的短切毡上面铺放机织布,可以降低树脂对纤维的冲刷。从实际使用的情况来看,短切毡和机织布配合使用可以提高制品层间的剪切性能,同时实现纤维在不同分布方向上的互补。
3.连续毡
玻璃纤维连续原丝毡是一种重要的玻纤无纺增强基材,它是以一定数量的连续玻纤原丝随机分散成圈状均匀分布于网带上,靠原丝间互相交搭的连锁作用及少量粘结剂结合成毡。连续毡的单位面积质量为225~900g/m2,厚度为2~5毫米。由于连续毡具有各向同性、抗移性好、耐树脂冲刷、贴覆性好、制品强度高等优点,成为RTM工艺中非常重要的一种增强材料。
国外连续毡生产工艺主要采用“一步法”成毡技术,即在玻璃池窑拉丝漏板下布置多台成型工艺装置,通过数台抛丝机将纤维拉出并直接铺撒在行进的网带上形成毡坯,再经过施胶、烘干,收卷成毡。这种工艺的特点是纤维分束性好,产量大,自动化程度高。目前国际上“一步法”成型生产工艺以美国欧文斯•科宁公司和法国圣戈班公司为代表。
4.缝编毡
缝编毡是通过缝编机将不同的类型纤维缝合成纤维毡的结构形式。缝编毡可以通过不同的缝合方式实行纤维织物多种增强结构形式,是RTM工艺中应用最多、成本较低的一种增强材料。各种缝编毡的类型包括:
(1)单轴向织物 仅在与织物长度方向0(经向)或90(纬向)的一个方向平行铺设无捻粗纱并缝合成织物。
(2)双轴向织物 与织物长度方向成0、90、±45度的四个方向任意两个方向平行铺设无捻粗纱,每个方向各自形成独立的纱层并缝合成双轴向织物。
(3)多轴向织物 在与织物长度成0、90、±45的四个方向任意三个或四个方向上平行铺设无捻粗纱,然后缝合成多轴向织物。
(4)缝编短切毡 用组合在缝编机上的短切机,将无捻粗纱短切并铺撒均匀、然后缝合成毡。
(5)缝编复合毡 将单轴向织物、双轴向织物、多轴向织物中的任意一种与缝编短切毡在缝编机上可缝合制成2~5层缝编复合毡。
5.三维立体编织物
三维编织是通过长短纤维相互交织而获得的三维无缝合的完整结构,其工艺特点是能制造出规则形状及异形实心体并可以使结构件具有多功能性——即:编织多层整体构件。三维织物主要应用于对力学性能要求非常高的航空航天结构部件的制造。
编织工艺的原理是:由许多按同一方向排列的纤维卷通过纱线运载器精确地沿着预先确定的轨迹在平面上移动,使各纤维相互交叉或交织构成网络状结构,最后打紧交织面而形成各种形态增强结构的三维织物。
三维编织的优点:
(1)异型件一次编织整体成型,实现了人们“直接对材料进行设计”的构想;
(2)结构不分层,层间强度高,综合力学性能好。
三维编织的缺点:
(1)生产成本高,人力物力消耗大;
(2)编织速度慢;
(3)制件尺寸受到很大限制。
RTM工艺用树脂
RTM用树脂需要满足以下一些基本要求:
黏度:树脂黏度范围在0.1~1Pa•s,一般为0.12~0.5 Pa•s。黏度太高或太低可能导致浸渍不良,或形成大量的孔隙和未被浸渍的区域,影响制品的性能和质量。黏度太高的树脂需要较高的注射压力,容易导致纤维被冲刷。
相容性:树脂对增强材料应具有良好的浸润性、匹配性和界面性能。
反应活性:RTM工艺用树脂的反应活性应表现为两个阶段,在充模过程中,查看更多玻璃钢产品工艺信息登录复材应用技术网,反应速度慢,不影响充模,充模结束后,树脂在固化温度条件下开始凝胶,并迅速达到一定的固化程度,这样才能减少模具占用时间,提高生产效率。
收缩率:树脂收缩率要低,树脂收缩率过大会增加孔隙率和制品裂纹的机会。
模量:在满足力学性能的前提下,树脂模量适中。高模量的树脂产生高热应力,容易引起制品变形和产生裂纹。
韧性和断裂延伸率:树脂这两个指标主要与制品抗冲击与耐裂纹性能成正比,较高值可提高树脂耐热裂纹的能力。










 鲁ICP备2021047099号
鲁ICP备2021047099号