





耐高温复合材料模具应用领域:

传统环氧模具制作方案
典型模具的结构

传统方案存在的问题
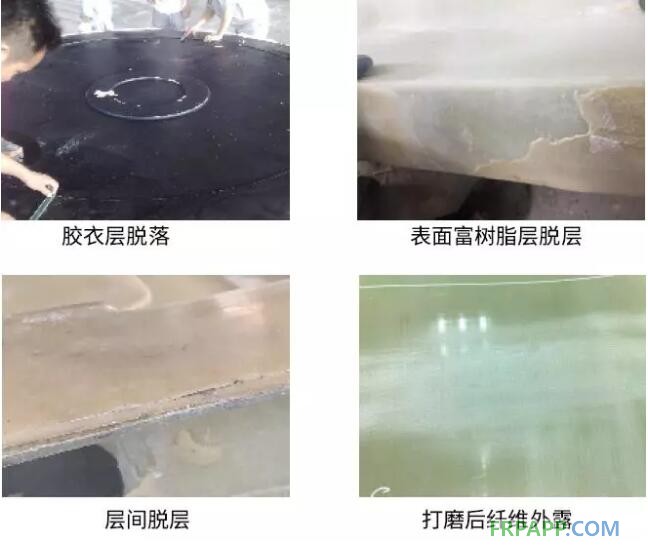
常见问题
1、手糊工艺:胶衣易脱层,层间结合力差易分层,厚度不均匀,且Tg超过120℃的胶衣很难获得。
2、无胶衣真空导入:难以获得表面富树脂层,维护保养困难。
3、预浸料:难以获得表面富树脂层,成本高,尺寸受限制。
我们的解决方案
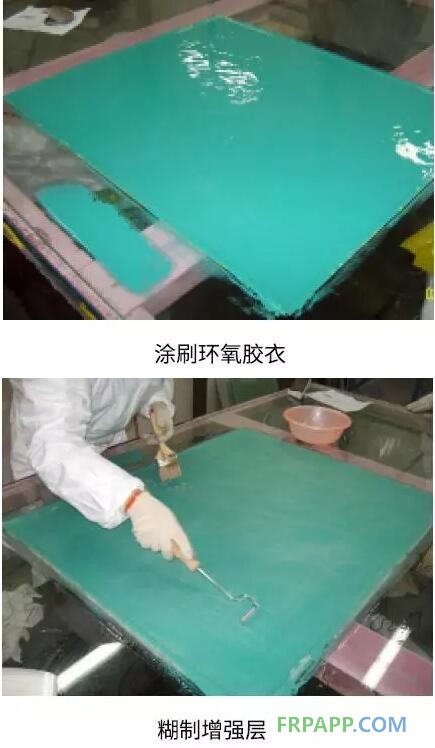
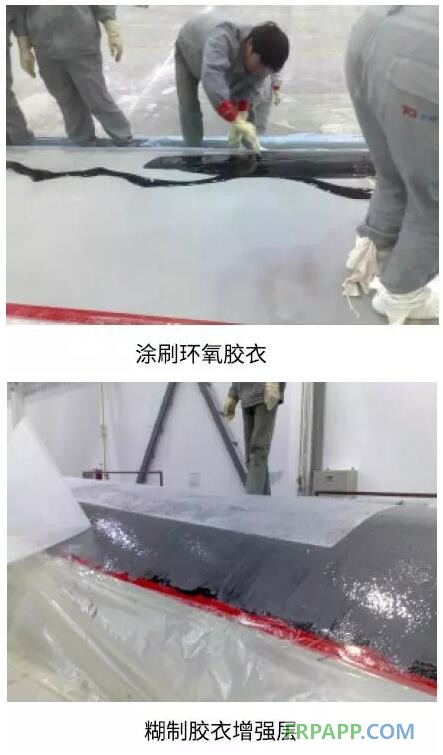
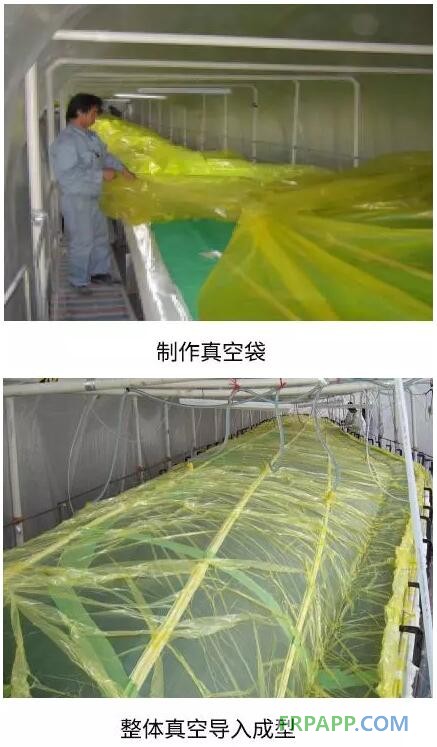
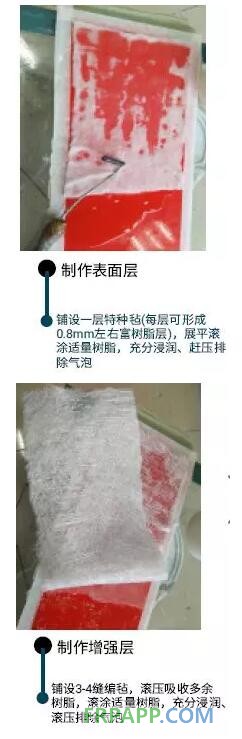
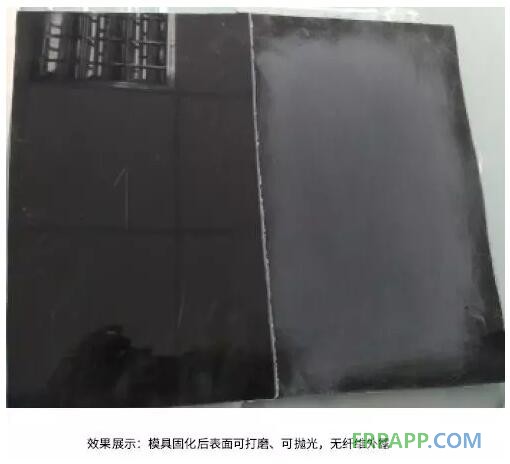
方案一:手糊,模具可以一次成型,模具表面形成类似胶衣的富树脂层

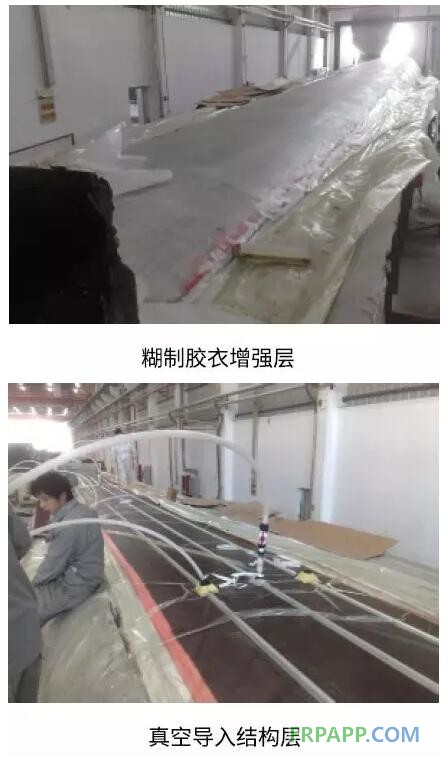
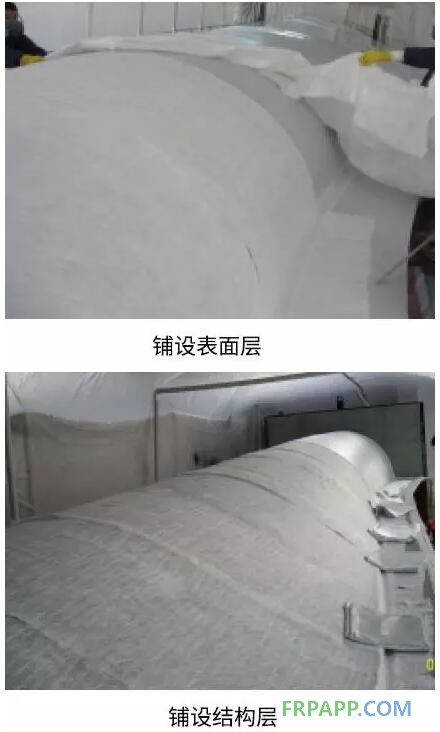
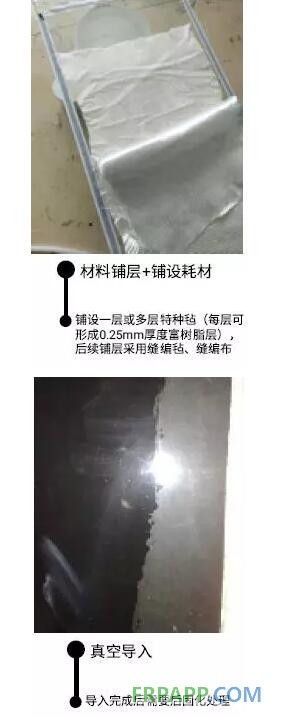
方案二:真空导入,优化铺层结构形成胶衣功能的表面,方便打抛光
INV-E742/C742高温环氧模具树脂:
1、混合物低粘度(250-350cp),适用期长,放热峰低。适合大厚度积层的手糊和真空导入成型
2、树脂充分固化后Tg160℃,断裂延伸率4-6%,常温可初步固化,60℃下后固化4-6小时基本满足脱模要求
3、固化后的树脂韧性好、耐温性能优异。可以耐受目前市场上大部分中低温成型工艺温度要求
INV-E745/C745高温环氧模具树脂:
1、混合物低粘度(400-500cp),适用期长,放热峰低。适合大厚度积层的手糊和真空导入成型
2、树脂固化后Tg210℃,断裂延伸率3-4%,常温可固化,60-80℃下后固化6-8小时满足基本脱模要求
3、固化后的树脂,韧性好、耐温性能优异。可以耐受目前市面上大部分高温成型工艺温度要求










 鲁ICP备2021047099号
鲁ICP备2021047099号