





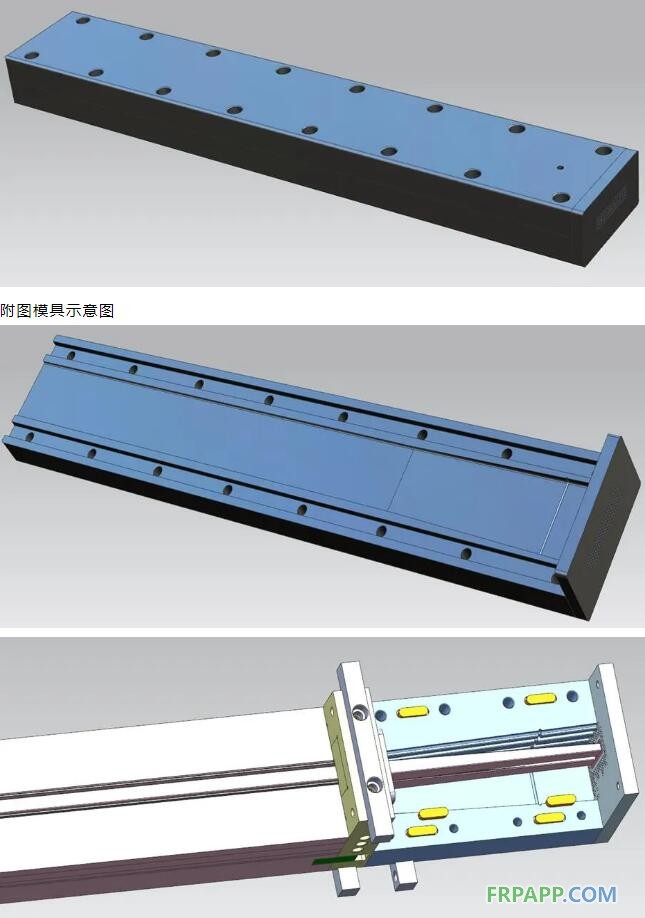
拉挤模具的开模分类如下:
一、纯单向纤维壁制品
1、纯纤维聚氨酯拉挤制品 注胶盒结构为中低压注胶,纱线以相对分散通过注胶盒在注胶盒内充分浸渍后再进入模腔挤压充分混合,混合后 纤维与树脂完全结合通过温区定型,拉挤出成品的一种工艺方法,该模具在设计过程中模具厂家应依据制品厚度和结构对模具注胶盒放适量的斜度以及树脂导流槽进行开模。
拉挤模具的开模分类如下:
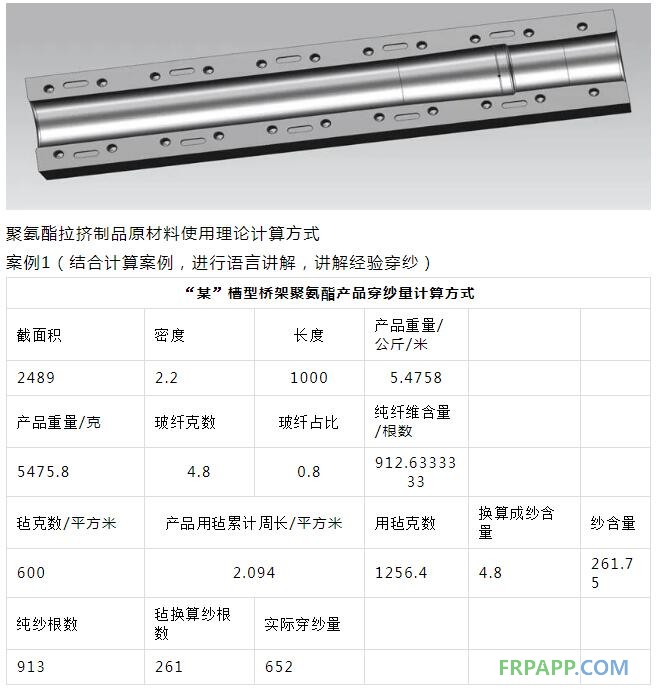
二、加毡或轴向布或增加多向纤维制品
1、多向纤维聚氨酯拉挤制品 注胶盒结构为中高压注胶,多向纤维先通过冷模(冷模型腔尺寸与产品型腔尺寸相当)定型纱线与毡后再进入一定空间的注胶盒,在注胶盒内经过高压注射将树脂与纤维结合,纤维与树脂结合在通过正确的模具型腔,通过温区定型,拉挤出成品的一种工艺方法,该模具在设计过程中模具厂家应依据制品厚度和结构对模具冷模注胶盒进行适当放量和斜度以及树脂导流槽。
简图


如何设计精确导向
聚氨酯拉挤制品由于纤维含量较高,纤维容易在模腔里面受到挤压造成纱线拥堵,从而造成各种问题的产生,所以精确导向在工艺上起到的作用就不容忽视了。
制作精确导向的遵循的原则:
1、依据制品性能要求以及截面和厚度选择合理的克数纤维或毡布。
2、纤维通过导向结构一定需要存在一定的张力。
3、在制作预成型时应渐进式的将纱线导入模腔,必要时要加冷模予以确认纱线是否按照预定轨道在走。
4、纱线经过的导向纱板应逐步合并,在合并的过程中需要精确的计算制品厚度用纱量
5、实际上纱线在经过导向进入模腔后 有一个挤压的过程,在分布纱线最后一道纱板时我们尽可能的将合并的纱线以平面或者弧面的的形式导入,每一个平面 或者弧面 为一个整体,避免纱线在模腔内受挤压后进行大的扭曲或者重叠。
6、精确导向的概念在于 纤维进入模腔内是均匀的,即使在模腔内收到挤压也是有限度的不影响制品正常生产和性能的,这样的导向才能满足制品的各部分的尺寸和性能。
如何设计温度控制均匀
聚氨酯树脂对模具温度相当敏感,聚氨酯通常常温15分钟可以固化,200度温度几秒就起反应,所以好的聚氨酯制品 一定是在均匀的温度下成型的,温度 过高 或者过低或者局部温度不均匀都对制品造成影响或者发挥不出树脂应用的特性,所以稳定的温度控制是整个工艺中必要的注意的环节(见图详解)
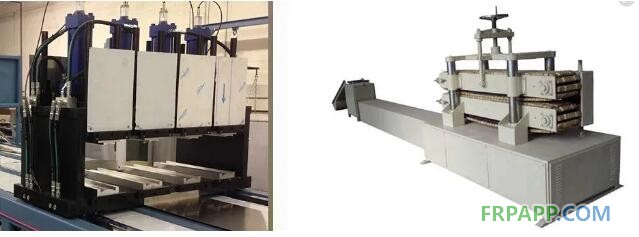
模具设计
工艺对注胶机的要求
1、具备出料量范围宽,出料量精确平稳,超宽可变比例,易调控,注胶压力稳定等特点
2、高压泵(柱塞泵)和低(常)压泵(齿轮泵、螺杆泵)。
针对制品要求选择合适的泵,详细讲解。
1、制品结构分类
纯纱薄壁、纯纱厚壁、加毡薄壁、加毡厚壁、超小截面、较大截面
2、性能要求大致分类
拉伸强度、环向强度、冲击强度、弹性模量、阻燃或耐温、吸水率、绝缘
开发或者代工时,首先我们要对制品要求进行充分的分析,对工艺以及模具结构进行对接分析,然后再选择相对应的选择树脂与纤维,目前现有的树脂厂家是可以对树脂的黏度以及强度和韧性包括阻燃等等进行适当的调整的,玻纤我们现有原材料厂家也是可以做到满足工艺的浸润性的匹配以及纱线的强度进行有范围的调整的,附件聚氨酯测试报告,总之具体产品 具体分析,目前市场上配套原材料基本可以满足聚氨酯最大性能范围内制品要求,在加工制品前充分的对制品结构和性能进行分析,确保在聚氨酯拉挤工艺满足的前提下再进行深入的投入。
牵引设备 和 牵引夹具 对工艺的影响以及如何选用。
聚氨酯拉挤制品在启机和加纱时阻力较大,依据制品形状选择合适的设备生产设备上定制好工装夹具是提高效率、节约成本和连续稳定生产的要素,一般遵循的原则是尽量让制品和夹具进行较大的接触面积 进行力的分散,尽量减少下压的压力保证制品少受机械外力的影响而变形,什么制品适合液压设备、什么情况下选择履带设备。










 鲁ICP备2021047099号
鲁ICP备2021047099号