





摘要:碳纤维的高强和脆性使其拉伸试验过程有别于柔性纺织纤维。为了得到更精确的结果,本文研究了T300-12K碳纤维单丝拉伸过程中,拉伸速度对测试系统误差的影响。通过研究系统误差的角度,分析拉伸速度影响的大小和趋势。
关键词:碳纤维; 拉伸速度;系统误差;修正;影响
1 引言
碳纤维的高比强、高比模[1]、耐高温等优良性能使其得到广泛的应用[2]。作为理想的高性能材料,被广泛应用于航空、航天等高科技领域以及化工、电子、冶金、汽车、医疗和体育等一般工业领域[3],具有广泛的发展前景[4]。作为结构材料应用时,碳纤维复合材料的力学性能很大程度上依赖于碳纤维的力学性能[5],因而对碳纤维的伸长率、模量的准确测试是对其评价的一个重要内容[6],它涉及碳纤维复合材料的设计与使用[7-9]。
在碳纤维的几个力学参数中,纤维的伸长率和模量是很难准确测试的。原因是碳纤维极细(5μm~8μm) ,为脆性、高强低伸纤维。它的伸长率在0.5%~2.0%之间。这就使得拉伸过程的各种因素对结果极易产生显著影响。
这些因素有很多,例如拉伸的速度、隔距、测试系统本身的传感和误差、固定纤维用的胶水的黏性和固化后的刚度,以及固定纸卡的种类及刚度、环境的温湿度、人为操作的误差等等。
查阅国内外大量的关于碳纤维力学性能测试的文章,发现测试过程中的拉伸速度对碳纤维模量测试方面仅有少量研究,未能找到拉伸速度对结果的影响具体有多大,从而对测试数据进行修正。
本文主要研究的是不同的拉伸速度对系统误差具体产生多少影响,从而对伸长率、模量等测试结果进行修正,并提出更为适合碳纤维的拉伸速度。
为了研究方便,假设碳纤维的拉伸变形和系统受力产生的伸长都是弹性形变。利用线性回归的数学方法,找到当隔距为零时,不同拉伸速度下,所产生的伸长量。这个伸长量,就是系统误差所产生的,进而可以计算出测试过程的系统误差的影响大小,单位是mm/cN,又可称为系统软度。根据这个数值就可以修正测试数据了。
2 碳纤维单丝强伸试验
2.1 试验样品
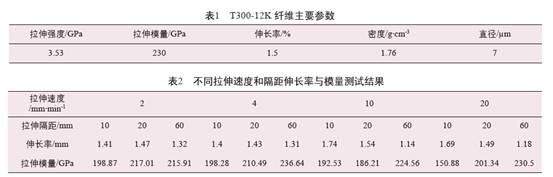
试验采用市售商品日本东丽公司聚丙烯腈( PAN) 基碳纤维,牌号 T300B-12K,简称 T300,它是国际公认的通用级标准碳纤维,性能参数见表1。
2.2 仪器与设备
试验采用上海新纤仪器有限公司的XQ-1A型单纤维拉伸试验机。
2.3 制样
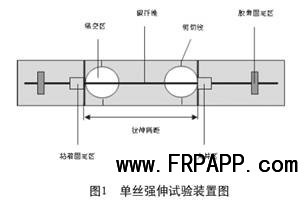
碳纤维单丝的强伸试验不同于其他柔性纤维的单纤维试验。碳纤维不能直接夹持在预定隔距的两夹头间。其原因很简单,一是纤维的脆性使整个夹持成功率极低,纤维往往在夹持过程中因弯折而断裂。二是即使夹持成功,夹持端会对纤维产生损伤,使纤维的断裂发生在钳口处,所测数据不能反映纤维的真实特性。因此,碳纤维单丝的强伸试验首先要求将单根碳纤维粘贴于特制的试样卡上, 如图1所示。之后再用显微镜逐根观察确定所固定的纤维是否是碳纤维。
2.4 试验方案
设定4个不同的拉伸速度,2mm/min、4mm/min、10mm/min、20mm/min。在每种拉伸速度下用3个不同的隔距10mm、20mm、60mm进行拉伸试验。每个拉伸速度每个隔距测量的样品数量至少为30根纤维。
3 结果与分析
根据对482根成功拉伸的碳纤维分析其拉伸曲线,计算得出表2数据。
从表2可以看出,同一拉伸隔距下拉伸速度越快,测试得出的模量越大。这与我们从理论上的判断和其他学者的研究是一致的,且拉伸速度越快,不同隔距下测得的模量差异也更明显。
为了计算出不同拉伸速度产生的系统误差,在每一根纤维拉伸的数据中,分别找出当拉伸负荷为2cN、6cN和10cN时测试得出的伸长量,然后对照相应的拉伸速度和隔距,找到当拉伸隔距为零时系统产生的伸长量。
从图2可以看出,在拉伸速度为2mm/min下,拉伸负荷分别达到2cN、6cN、10cN时,拉伸隔距和测试结果的伸长量为线性关系。
从图3可以看出,拉伸速度在2mm/min下,找到当拉伸隔距为零时的系统所产生的伸长量。可以看出当拉伸隔距为零时,系统随着受力的增大,伸长量也是在逐渐增大的,而且也呈线性关系。
从图2和图3可以发现,碳纤维的强伸过程和系统受力伸长的过程都没有发生缓弹性的形变,属于弹性形变,证明了前言部分纤维变性和测试系统变形是弹性变形的假设是成立的。
其中当拉伸负荷为2cN、6cN、10cN时,伸长量为负值。从表面上看,似乎有悖于常理,但从拉伸仪器的传动和灵敏装置的设计角度,也不是不能解释,但仍有待进一步的研究。由于这不是本文的重点,就不在此多言。









 鲁ICP备2021047099号
鲁ICP备2021047099号