





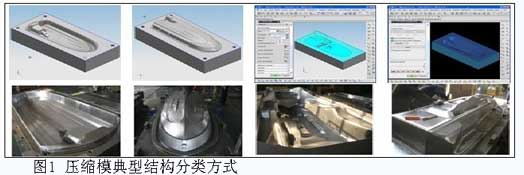
压缩模的典型结构可按如图1所示的方式分类,按与压机连接的方式可分为移动式和固定式,按照模具凸凹模配合的结构形式可分为溢式、半溢式和不溢式三种。其中不溢式压缩模又称封闭式压缩模,这种模具有加料室,其断面形状与型腔完全相同,加料室是型腔上部的延续。没有挤压边,但凸模与凹模有高度不大的间隙配合,一般每边间隙值约0.075 mm左右,压制时多余的塑料沿着配合间隙溢出,使塑件形成垂直方向的毛边。模具闭合后,凸模与凹模即形成完全密闭的型腔,压制时压机的压力几乎能完全传给塑料。不溢式压缩模的特点是塑件承受压力大,故密实性好,强度高。不溢式压缩模由于塑料的溢出量极少.因此加料量的多少直接影响着塑件的高度尺寸,每模加料都必须准确称量,所以塑件高度尺寸不易保证,故流动性好、容易按体积计量的塑料一般不采用不溢式压缩模。凸模与加料室侧壁摩擦,不可避免地会擦伤加料室侧壁,同时,加料室的截面尺寸与型腔截面相同,在顶出时带有伤痕的加料室会损伤塑件外表面。不溢式压缩模必须设置推出装置,否则塑件很难取出。如图2所示为典型的压缩模结构示意图。
不溢式压缩模一般不设计成多腔模,因为加料不均衡就会造成各型腔压力不等,而引起一些制件欠压。不溢式压缩模适用于成形形状复杂、壁薄和深形塑件,也适用于成形流动性特别小、单位比压高和比容大的塑料。例如用它成形棉布、玻璃布或长纤维填充的塑料制件效果好,不仅仅是因为这些塑料流动性差,要求单位压力高;而且若采用溢式压缩模成形,当布片或纤维填料进入挤压面时,不易被模具夹断而妨碍模具闭合.造成飞边增厚和塑件尺寸不准.去除困难。而不溢式压缩模没有挤压面,所得的飞边不但极薄,而且飞边在塑件上呈垂直分布,去除比较容易,可以用平磨等方法去除。
半溢式压缩模又称为半封闭式压缩模,这种模具具有加料室.但其断面尺寸大于型腔尺寸。凸模与加料室呈间隙配合.加料室与型腔的分界处有一环形挤压面.其宽度约4—5 mm。挤压边可限制凸模的下压行程,井保证塑件的水平方向毛边很薄。半溢式压缩模的特点是模具使用寿命较长。因加料室的断面尺寸比型腔大,故在顶出时塑件表面不受损伤.塑料的加料量不必严格控制,因为多余的塑料可通过配合间隙或在凸模上开设的溢料槽排出。塑件的密度和强度较高,塑件径向尺寸和高度尺寸的精度也容易保证简化加工工艺。当塑件外形复杂时,若用不溢式压塑模必造成凸模与加料室的制造困难.而采用半溢式压塑模则可将凸模与加料室周边配合而简化。半溢式压缩模由于有挤压边缘,在操作时要随时注意清除落在挤压边缘上的废料,以免此处过早地损坏和破裂。由于半溢式压缩模兼有溢式压缩模和不溢式压缩模的特点,因而被广泛用来成形流动性较好的塑料及形状比较复杂、带有小型嵌件的塑件,且各种压制场合均适用。溢式压缩模由于其成本低,常用于制件技术含量低要求不高的场合。
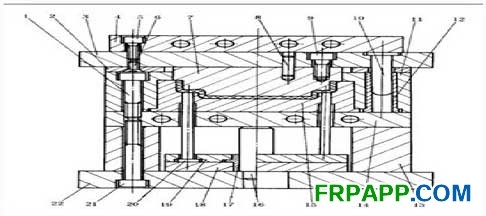
图2 压缩模的典型结构示意图









 鲁ICP备2021047099号
鲁ICP备2021047099号