






十、半预浸料SPRINT/梁用预浸料SparPreg 非高压釜工艺
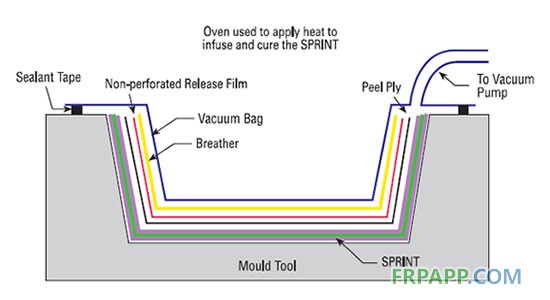
方法描述:较厚结构(>3mm)中使用预浸料很难在固化过程中将层间或重叠铺层部分的气泡排出,为了克服这一困难,预抽真空被引入了铺层工艺,却显著增加了工艺时间。近年来,固瑞特推出了一系列具有专利技术的改进型预浸料产品,使高品质(低孔隙率)较厚层合板的制造实现了一步完工艺即可完成。半预浸料SPRINT由两层干纤维夹一层树脂膜的夹芯结构组成,材料铺入模具后,真空泵即可将其中的空气在树脂升温变软并浸润纤维前完全抽干,然后再进行固化。梁用预浸料SparPreg是一种改进的预浸料,在真空条件下固化时,可以很容易地将气泡从粘合的两层材料间排除。
材料选择:
树脂:多为环氧树脂,其他树脂也可用
纤维:无要求
芯材:大部分,但使用标准PVC泡沫需特别注意高温
主要优点:
1) 对于较厚的部件(100mm),依然可以精确获得高纤维体积分数和低孔隙率
2) 树脂体系的起始状态为固体,高温固化后性能优异
3) 允许使用成本较低的高基重纤维布(如1600克/平方米),提高铺层速度,节约制造成本
4) 工艺十分先进,操作简单且树脂含量精确控制
主要缺点:
1) 材料成本仍然高于干纤维,尽管树脂成本低于航空航天用预浸料
2) 模具需要承受高于灌注工艺的温度(80-140°C)
典型应用:高性能风电叶片,大型赛艇和游艇,救援飞机










 鲁ICP备2021047099号
鲁ICP备2021047099号