






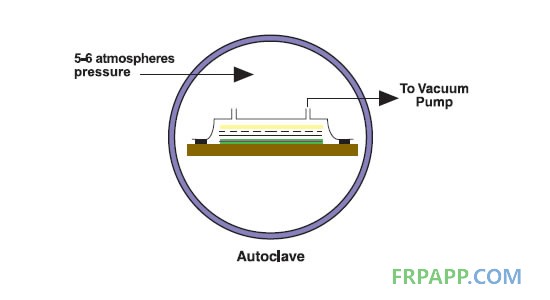
八、预浸料 - 高压釜工艺
方法描述:纤维或纤维布由材料制造商使用含有催化剂的树脂预先浸润,制造方法为高温高压法或溶剂溶解法。催化剂为室温潜伏型,使材料在室温下有几周或几个月的有效期;冷藏条件可以延长其储存期限。预浸料可以手工或机器铺入模具表面,然后覆盖真空袋,加热至120-180°C。加热后树脂可以再次流动,并最终固化。可以用高压釜对材料施加额外的压力,通常可以达到5个大气压。
材料选择:
树脂: 通常为环氧、聚酯、酚醛树脂,耐高温树脂如聚酰亚胺、氰酸酯和双马来酰亚胺也可使用
纤维: 无要求。纤维束或纤维布均可
芯材: 无要求,但泡沫需耐高温高压
主要优点:
1) 树脂和固化剂比例以及树脂含量均由供应商准确设定,很荣易获得高纤维含量和低孔隙率的层合板
2) 材料具有优良的健康安全特性,工作环境洁净,潜在地节省了自动化和人工成本
3) 单向材料纤维成本最小化,无需中间工艺将纤维织成布
4) 制造工艺要求树脂高粘度浸润性良好,也优化了力学和热学性能
5) 室温下可工作时间的延长意味着,结构优化以及复杂形状的铺层亦很容易实现
6) 潜在地节省了自动化和人工成本
主要缺点:
1) 材料成本增加,但为了满足应用需求也是难以避免的
2) 需要高压釜完成固化,成本较高,操作时间较长且有尺寸限制
3) 模具需要承受高的工艺温度,对芯材有同样的要求
4) 对于较厚部件,预浸料铺层时需预抽真空,以排除层间气泡
典型应用:航天飞机结构件(如机翼和尾部),F1赛车










 鲁ICP备2021047099号
鲁ICP备2021047099号