






4.4.1铺层方案设置
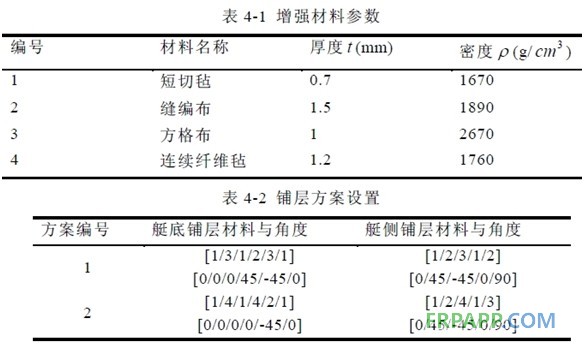
根据实际生产情况,12m玻璃钢游艇艇体选用的增强材料为短切毡、缝边布、方格布以及连续纤维毡,为方便进行铺层方案设置分别编号为:1、2、3、4,其参数如表4-1所示。根据艇体不同区域的性能要求,设置铺层方案如表4-2所示。
4.4.2铺层方案仿真前处理
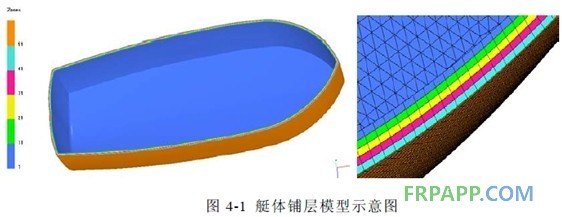
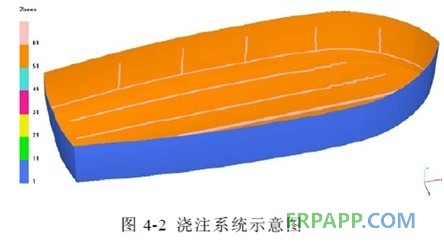
根据铺层方案设置艇体铺层模型,示意图如图4-1所示。采用第三章得出的最优浇注系统设置,即艇体底部采用并行流道布置,艇体侧面采用鱼刺型流道布置,浇口间距为X=2200mm,Y=400mm。其中布置如图4-2所示。
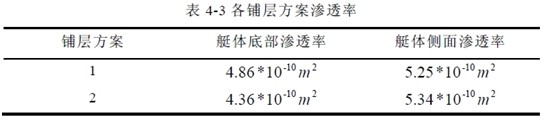
布渗透率计算的试验公式取其渗透率为K=4.78* ;根据预成型体与剥离层等效横向渗透率经验模型可知不同铺层方案下的渗透率,如表4-3所示:
[ 复材学院搜索 ]
[ 加入收藏 ]
[ 告诉好友 ]
[ 打印本文 ]
[ 违规举报 ]
[ 关闭窗口 ]
为更好的分析铺层方案对成型质量的影响,做假设如下:
(1)充模过程中树脂粘度不变,不发生固化反应;真空压力保持不变。
(2)不同铺层方案下所得艇体在无成型缺陷时,均满足其正常使用所需力学性能。
(3)针对不同铺层方案进行仿真时,不考虑铺层对充模时间的影响。
4.4.2铺层方案充模仿真
利用PAM-RTM对上述两种铺层方案下的艇体成型充模过程进行仿真,其充模过程云图分别如如图4-3,图4-4所示。
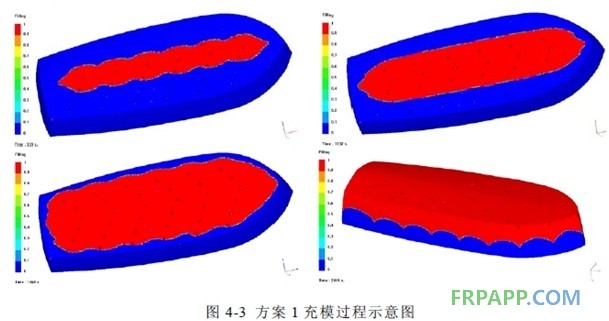
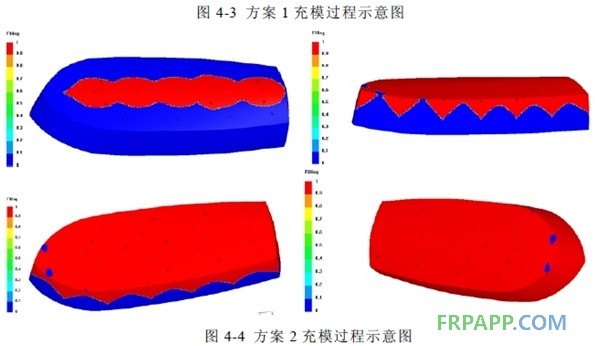
由两种铺层方案下的充模过程云图可知,艇体底部树脂流动前锋比较平缓与其采用并行流道布置方式相符合,而艇体侧面树脂流动前锋凸出正对应了其采用的与鱼刺型流道布置的特点。
分析铺层方案1的充模过程云图可知,其成型艇体质量良好,无缺陷产生。而铺层方案2中,可以明显的看到在艇体底部到艇体侧面过渡区域有气泡产生。
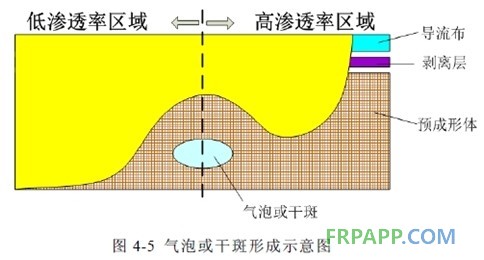
结合树脂在模腔中的流动特性,对比两种铺层方案中艇体底部与艇体侧面的渗透率可知:在艇体成型过程中,不同区域渗透率相差越大,其产生成型缺陷的概率越高。这是由于预成型体上下表面树脂流动前锋存在一定差距,而当树脂由渗透率较低的艇体底部区域流向渗透率相对较高的艇体侧面区域时,树脂在预成型体厚度方向的渗流速度加快,并在预成型体下半部分形成封闭空间。若裹入空气则形成气泡;否则在浇口开关控制不当的情况下容易产生干斑,其形成原理如图4-5所示。
通过以上分析可知,在对艇体进行铺层设计时,除了保证铺层所得的艇体满足力学性能外,还要考虑其可制造性。为避免成型缺陷,应充分考虑各种增强材料的性能,使艇体不同区域在不同铺层方案下厚度方向的渗透率差距最小化。除了对不同铺层方案从渗透率的角度进行改进外,还可通过在渗透率较低区域增加浇口来减少其成型缺陷,此时应该考虑成本影响,力求效益最大化。
- 下一篇:碳纤维复合材料在民用航空上的应用
- 上一篇:环氧树脂体系在风力机中的应用、回收与更新




(c)2013-2020 复合材料应用技术网 All Rights Reserved





 鲁ICP备2021047099号
鲁ICP备2021047099号