





玻璃纤维是如何生产的?支数的概念是什么?
我国目前生产玻璃纤维的方法,主要有两种:一是代铂坩埚法。把玻璃做成球,将球投入到由铂铑合金制成漏板的坩埚熔炉中,玻璃液从漏板上的许多漏嘴中流出,卷绕在高速(线速度约每分钟3000m)转动的绕丝筒上;二是池窖法。将玻璃粉料直接投入到池窖中熔化,玻璃液经过安装在若干分道上的漏板漏嘴中流出,拉丝方法同前。
从每个漏嘴中流出的是单纤维,所有漏嘴中拉出的单纤维集束在一起,绕在丝筒上,叫做单股纱,即原纱。原纱的好坏是拉丝作业成功与否的标志,这原纱也是下道工序进行深度加工的原料。见图一。
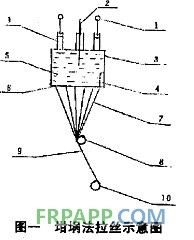
1.加料孔;2.铂针;3.坩埚;4.电级板;5.玻璃液;6.漏
板;7.玻璃纤维单丝;8.集束轮;9.玻璃纤维原纱;10.拉丝卷筒
拉丝坩埚有全铂、代铂(仅漏板是铂制的)以及陶土坩埚。后来发展了池窖拉丝。这里所说的铂,是指含有7-10%铑的铂铑合金,加入铑可以提高漏板的熔点及机械强度。目前全铂金埚已不用,大多为代铂和池窖两种,至于陶土埚只能在特定场合中使用。
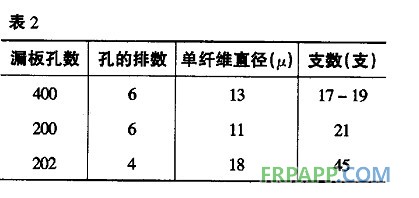
我国目前生产原丝支数和漏板规格的关系见表2。 单纤维粗细与卷绕速度、漏嘴直径、炉堂温度有关。原纱粗细与单纤维粗细及孔数有关。玻璃经过高温熔融拉出来的玻璃单纤维直径可以在0.5—30u之间。目前,常用的3 – 10u。一克重玻璃.拉成直径为5肛的单纤维,其长度可达15000m。用于FRP的玻纤直径正向粗直径发展,已由原来的5 – 7u逐步增加到12 – 14u。漏板孔数(漏嘴数)由200孔、400孔,发展到600孔、800孔。
支数的概念及换算:
(1)我国用支数(S)来表示原纱粗细,即每一克重的原纱长度——重量法。如45s,表示一克重原纱长45m。
(2)国际上大都用号数表示原纱的粗细,即每1000米原纱的重量——定长法(代号为
TEX)。如45号,即1000米长原纱重45克。换算关系: 号数=1000/支数










 鲁ICP备2021047099号
鲁ICP备2021047099号