






1 注射用BMC物料的工艺特性及要求
1.1 BMC的注射成型特性
在4.1.1.3中对BMC注射成型的流动特性等有关问题进行了讨论,在此,再就一些具体的成型特性作一介绍。
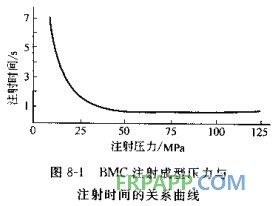
在通常情况下,为了使热固性塑料适用于注射成型,首先必须提高其流动性。BMC虽然也是属于热固性塑料,但由于它有良好的流动性,因此十分适合于注射成型。图8-1所示用BMC模塑料注射成型125mm * 125mm的仪表盘时所用的注射压力与注射时间的关系。从图中可以清楚地看出,当注射压力升高时,只需要很短的注射时间就可以完成注射充模过程。
由于BMC具有良好的流动性,因此在注射时所使用的压力并不高,注射时间(即充模时间)也比较短。因能采用快速充模,使物料不会出现局部固化的现象,并能均匀地充满模腔,从而能获得表面光亮的制品,并得到快速固化的效果。然而,对于粘度低、流动性良好的BMC来说,由于注射速率高,在充模时可能会将空气带入模腔,这也是成型时很值得注意的问题。
虽然注射成型的装模温度与模压BMC很接近,但其固化时间是有所不同的。因注射充模时,物料是通过机筒和流道系统的热交换,同时由于受摩擦和剪切会产生热而升温,在进入模腔后又要与高温的模具相接触,因此其固化时间实际上并不取决于制品的厚度,而且固化时间也可以缩短。
BMC的收缩率很小,可以获得尺寸稳定的精密制品。由于其主要是应用于强度、尺寸精度都要求高的场合,因此BMC注射成型模具的设计又属于“精密模具设计”这一范畴的要求。特别是BMC是玻璃纤维含量较高的热固性工程塑料,玻璃纤维在注射充模时的破坏、取向程度、充模的熔接线等间题,都直接关系到制品的质量,在设计模具时要特别注意。
上面已提到过,为使热固性塑料适合于注射成型,通常都需要对其进行改性。但对于BMC模塑料来说由于其黏度已经足够的低,故十分适合于进行注射成型。但对用于注射成型的BMC来说,物料的脱模性能以及关系到制品强度的纤维的破坏程度和取向等都是应该注意的。因此,并非所有的BMC模塑料都能很好地用于注射成型。这就要求在配方上及组分的选择上能配制出适合于注射成型用的BMC模塑料。
在注射用的BMC模塑料中,玻璃纤维及填料的含量可以有所不同,但在其含量到达一定比例时,随着玻璃纤维及填料含量的增加,从平均的角度来看,其强度反而会成比例地下降。这是因为随着玻璃纤维和填料含量的增加,物料的茹度会升高,会阻碍BMC在注射充模时的流动,并加强其挤压摩擦,使更多的玻璃纤维受到破坏。因此,其制品的强度反而会下降。另外,玻璃纤维的长度亦并非是越长越好,过长的玻璃纤维对螺杆有大的反作用力而增大摩擦和剪切,导致玻璃纤维损坏而引起强度下降。一般来说,大多数注射用的BMC,其玻璃纤维的含量是在15%-20%之间,而长度是在6mm左右为宜。










 鲁ICP备2021047099号
鲁ICP备2021047099号