






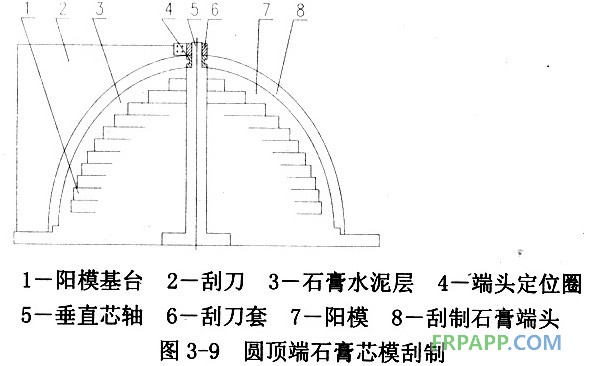
在石膏水泥阳模上涂浓肥皂水做为脱模剂。先在垂直芯轴上装好端头定位圈,再装刮刀套,上刮刀定位后拧紧螺丝。如同刮圆筒一样,刮端头也用稀石膏浆糊,用量得当,尽快刮满阳模表面。最后,以更稀的石膏浆湖刮制找平。
端头脱模一定要等石膏充分硬化并具有一定强度时方可实施脱模作业。
3、整体芯模刮制
由于全石膏芯模整体强度差,缠绕后由于纤维张力作用,使芯模变形较大,对缠绕壳体性能有影响,也影响壳体内腔尺寸精度。因此要尽量减小石膏层厚度,如2-3mm厚。
这种芯模要求有个整体的内支撑结构,这种支撑多由金属零件装配而成,有很高的强度和刚度,能承担全部纤维缠绕张力。外表面石膏层主要起找平和提高芯模外表尺寸的作用。
石膏层刮制和前面两种情况相同,只是内部支撑结构金属件要考虑到防锈问题。










 鲁ICP备2021047099号
鲁ICP备2021047099号