





1.2 电熔控制
确保流入漏板内的玻璃液温度保持稳定、均匀,与合理的坩埚结构、电极布置、加球位置和方式密切相关,因而电熔精密控制的重点是控制系统的稳定性。
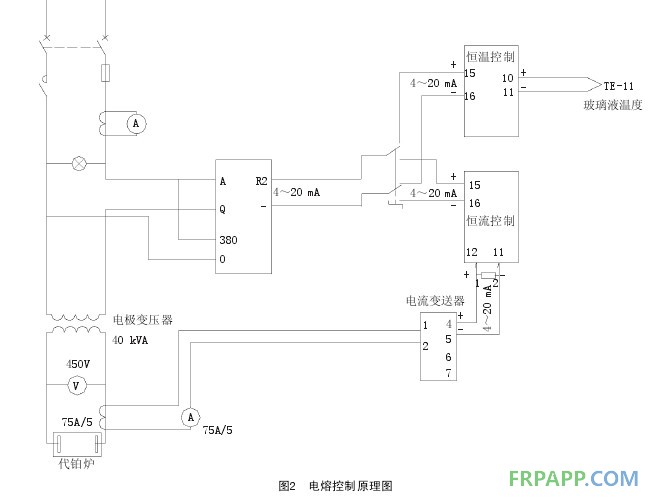
和漏板控制方案一样,本控制方案同样采用智能控制仪、电压调整器、电流变送器等,根据实际要求恒流控制仪表都采用4位有效位数的控制仪表,以降低成本,电流采样使用独立的有效值电流变送器。
实际使用效果表明,采用该系统进行恒流控制时,在合理的坩埚工艺条件下,进入流液槽的玻璃温度可控制在±2℃内,其控制性能接近于池窑拉丝。
电熔控制系统原理,见图2。
1.3 加球控制
目前坩埚法间断式加球是正常拉丝过程中影响温度波动的主要因素之一。周期性的间断加球的结果会一次次打破系统的温度调节的平衡状态,使得温度控制算法周期性进行大幅度调整,这就导致系统温度平衡不停的被打破并重新调节,导致温度波动幅度大,高精度温制难以实现。
如何解决间断式加球的问题,而变成连续式加球是改善系统稳定的又一个重要方面。采用池窑的液位控制的方案代价太高。若在采用原位式探针测量液面的基础上,改变批量加球为连续变速加球,可达到克服原加球系统固有弊病的目的。









 鲁ICP备2021047099号
鲁ICP备2021047099号