





1、基底处理
在糊制玻璃钢前对砼基础表面进行处理。方法是用喷砂或钢丝刷,喷刷施工表面,目的是去油和表面拉毛,然后清除浮尘,再用聚酯腻子将表面坑洼处填平,表面处理后要尽快涂上底漆。同时砼基础表面含水率也要严格控制在小于6%。
2、打底漆
表面处理后接着涂底漆,一般用环氧树脂作底漆,可涂1~2次,每次厚度约为0.1毫米,每次间隔约为12小时,固化后刮腻子1~2次,并修补找平,即可贴布。
3、贴布
(1)、间断法:即每贴完一层布后进行修整,固化后用腻子找平,再贴下层直至所需厚度,此法工期长,但质量好。(2)、连续法:即一次贴完至所需要厚度,速度快,但质量不好控制,每幅布上下之间搭接30~50毫米,壁与层之间搭接200~300毫米,各层搭缝均错开。(3)、用玻璃纤维方格布时,含胶量控制在50%~55%,最好逐层称布,树脂定量使用,糊制时应使用专用压辊,用力沿布的经向和纬向,顺一个方向赶气泡,或从中间向头赶气泡,使布层贴紧,含胶量均匀,表面平整密实金属容器由于腐蚀性液体的不断浸蚀,使用寿命都不长,有的甚至只有一两年。由于玻璃钢有较好的耐腐蚀性能和承载能力,而且加工和修补也方便,总投资金额并不比金属容器高,在环保领域特别是污水处理行业成为金属容器替代产品,正在得到越来越广泛的应用。以下介绍的是容量为200~500立方米的玻璃钢立式罐成型工艺。
4、面层 布层铺完,固化一天修补后,刮0.2毫米腻子提高密实性,待凝胶不粘手时再刷二道面层胶0.1~0.2毫米。
5、模具制造
(1)、金属模(特别是钢模):用于尺寸较小的立式罐。(2)、木模:主要用于较大直径玻璃钢立式罐。木模,不易收缩变形,胶合板柔韧、容易弯成一定曲面,有时也用胶合板制作。立式罐模具为转动式,即模具托架可以转动360度,转动方向随施工人员需要而转动。
6、玻璃钢壁板缠绕
内衬采用与罐底板相同打底漆、贴布施工方法。制作时应注意,树脂应均匀喷涂且将表面毡和短切毡浸透,并不断赶压气泡,在工艺上确保内衬无纤维外露、干斑、裂纹等表面麻点。铺设时应保持其平整性,以防出现打皱。内衬在车间分批分段加工后,运到现场进行拼接。内衬件在运输时采用柔性包装物(如草垫)保护,防止撞击,并注意防污防水。缠绕工艺流程示意图见图3。
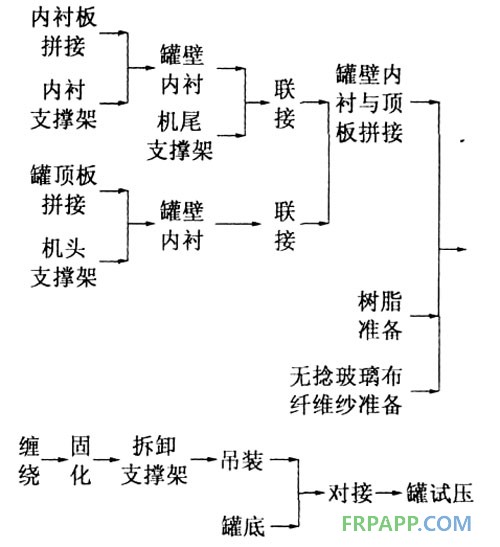
图3 内衬缠绕工艺流程图
现在大型玻璃钢立式罐多采用微机控制纤维缠绕机来操作,缠绕采用螺旋缠绕和环向缠绕,边缠绕边施加张力来控制含胶量,并使纱束均匀排列,排出纱束中空气。缠绕结束后,刮去罐体表面多余涂胶,进行固化。固化过程中宜使罐壁缓慢旋转。罐壁上如有金属等埋件嵌入,应在强度层糊到2/3时埋入。待罐壁固化后将罐壁吊到罐底上组装,由于罐底部受到风载作用力最大,因此立罐底部一定要做加强。
7、罐顶板施工方法
罐顶板施工与罐壁内衬基本相同。区别为:(1)、罐顶板拼装时要有一定坡度。(2)、拼装罐顶骨架多为型钢制作,并用细筋加强。(3)、为满足罐顶强度要求,在顶盖底面均匀布置加强肋。制作完毕后,吊到罐壁上(内衬完结后)一同缠绕强度层与表面层。在罐体成型过程中,要特别注意连接处封缝和补强,罐进、出口管应按0.5~0.7MPa的压力进行计算。










 鲁ICP备2021047099号
鲁ICP备2021047099号