






1、引言
大量应用先进复合材料已经成为新一代飞机的趋势,国产C919大型客机也将大量采用复合材料结构。美国NASA对复合材料应用问题调查研究结果表明【1】:结构修理是目前阻碍复合材料进一步扩大应用的两个主要问题之一(另一个问题是复合材料成本),国外大约从上个世纪70年代开始研究复合材料结构的修理,对胶接修理理论和修理工艺进行了大量研究【2~8】,已经获得许多研究成果和成熟的经验,但相关研究仍在继续进行。国内在复合材料结构修理方面也开展过一些研究工作【9~12】,获得了一些研究成果。但试验研究主要针对军用飞机,采用的是国产材料,且研究工作还不够系统与深入,试验数据和结果对于民用飞机维修实践的指导意义有限。
本文采用民用飞机实际使用的原材料制备了试验件,主要研究了不同试验参数对挖补修理后的拉伸强度影响,试验采用了单面挖补和双面挖补两种工艺进行研究。
2、试验
2.1原材料
(1)cycom970/T300 12k预浸料用于制造层压板试验件母板和修补复合材料损伤区域;
(2) METLBOND1515-4M胶膜用于母板与修补层的胶接;
2.2设备
(1)热压罐用于成型复合材料层压板试验件母板和部分修补试验件,工作压力不少于0.7MPa,温度不低于200℃;
(2)烘箱用于修补试验件的成型固化,可以抽真空至0.09MPa;
(3)试验机用于试验件的拉伸强度测试,试验中使用的试验机为INSTR0N-8803 型多功能试验机;
2.3试验件与试验方法
(1)试验件制造过程大体可以分为母板制造,损伤引入,损伤区域斜面打磨,准备修理层,修理层铺设,封装与固化等步骤。
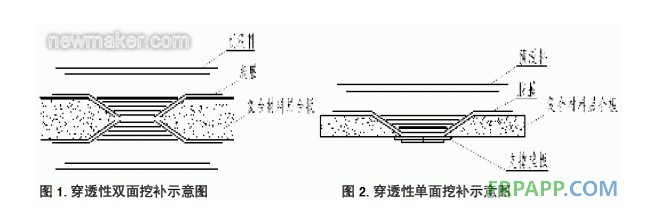
(2)单面穿透挖补试验件的母板尺寸为300mm×200mm×2mm,双面挖补试验件尺寸为300mm×150mm×2mm。标准试验件的铺层顺序是准各向同性的[45/0/-45/90]2S,试验中使用含有直径20mm 穿透孔的复合材料层板来模拟损伤板,使用斜接挖补技术对层板进行修复。通过单向拉伸试验考察单面挖补法的修理效果。双面和单面挖补修理示意图如图1 和图2所表示
(3)为了更好的夹持试验件,试验件两端粘贴了加强片,拉伸试验的基本试验信息如下:试验温度25℃、相对湿度30%、单向拉伸加载,加载速度1.5mm/min。
3、试验结果及讨论
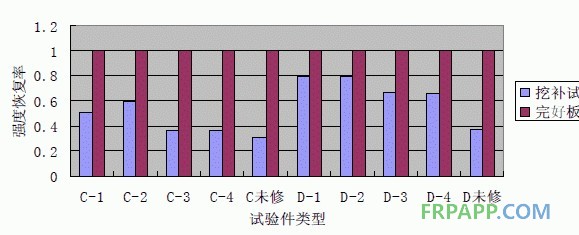
试验设计了不同的挖补角度、附加层层数、固化成型方法(热压罐/烘箱),通过对比试验来了解各参数对拉伸强度的影响。挖补修理试验矩阵与结果如表1所示,表中C系列表示单面穿透挖补,D系列表示穿透双面挖补。从试验结果来看,经过挖补修理后C系列与D系列试验件的静强度均高于未修板的静强度,因此,采用挖补的方式进行修理是可行的。

3.1 强度恢复率
为了获得完好板的拉伸破坏强度数据,使用板条进行拉伸试验,板条的材料和铺层顺序与挖补修理试验件完全相同。经过测试并取平均值得到完好板的拉伸强度为692.128MPa。挖补修理后,试验件的强度恢复率如图3 所示。从图中可以看出与完好板相比,C系列和D 系列试验件修补前,拉伸强度下降都很大,分别下降至完好板的30.4%和37.1%。挖补修理后,C系列和D 系列试验件的拉伸强度明显增加,其中D系列双面挖补修理明显高于C系列单面挖补修理,其强度最高可恢复至完好板的79.5%,这可能是因为,与单面挖补修理相比双面挖补修理可以减少母板打磨区域,从而减少对母板的损伤,另一方面,双面挖补修理试验件两面都增加了修理层,结构相对对称应力分布比较均匀,且每面增加的层数相对较少更容易压实,从而有利于抑制新缺陷的产生。
3.2挖补角度的影响
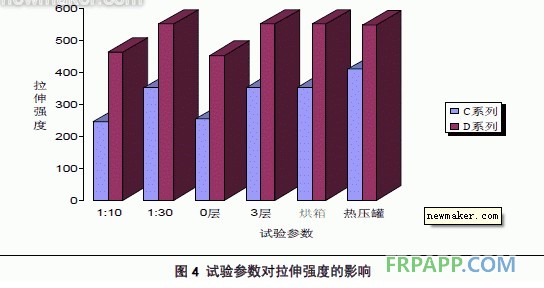
从图4中可以看出,当挖补角度由1:10减小到1:30后,可以提高试件的破坏强度,挖补角度为1:30时具有更好的极限拉伸强度。这可能是因为在一定的角度范围内,较为平缓的挖补角度增加了胶膜与母板的胶结面积,使修理区域内的应力变化梯度较为和缓,从而有利于提高结构的极限拉伸强度。需要注意的是小的挖补角度将增加维修工作量,且过少的角度对试验件母板纤维的打磨破坏大,容易在修补过程中产生新的损伤和制造缺陷,导致强度急剧下降。
3.3附加层数的影响
从图4中可以看出附加层数的增加显著的提高了拉伸强度,三层附加层具有最高的极限拉伸强度,这可能是因为挖补修理中的附加修理层可以降低修理补片端部的剥离应力,从而提高结构的极限强度。但是值得注意的是过多的附加层层数将影响气动外形。
3.4固化方法的影响
从图4 中可以看出,固化方法对C系列和D系列影响有所不同,对比C-1,C-2 组试验件可知,使用热压罐进行修理,拉伸强度提高了14%,而对于D 系列不同的固化方法对拉伸强度几乎没有影响。这是因为,热压罐固化与烘箱固化相比,固化压力更大,而单面穿透挖补修理,单面修补层数最高达到了19 层,这需要较大的压力才能压实,来减少出现新的制造缺陷。另一方面,D 系列的实验结果说明,在一定的修补层数内使用烘箱或修补仪进行修理,其拉伸性能完全能够满足要求。
4、结论
(1)采用挖补修理工艺修补能够提高受损结构的拉伸强度,其中,双面挖补修理工艺修补后的试验件具有较高的强度恢复率,其强度最高可恢复至完好母板的79.5%
(2)挖补角度、附加层数以及固化成型方法等试验参数对修理后的强度有重要影响。在一定范围内较少的挖补角度,增加附加层数目和使用热压罐进行固化有利于提高拉伸强度。









 鲁ICP备2021047099号
鲁ICP备2021047099号