






一、前言
这几年由于居民生活水平以及居住条件的提高,较多的一些新的民用建筑大量产生,从而带动了一些食品水以及饮用水容器的要求越来越高;同时随着工业的迅速发展,尤其是食品厂、电厂、电子工业工工厂的在大量新建,对于水质的要求也是越来越高,工业中就需要大量水达到食品级甚至高纯水的要求,那就对用于水处理的容器提出了更高的要求。而这几年随着玻璃钢制品的优越性得到很好的体现,越来越多的厂家采用了玻璃钢容器用于食品级处理,以及用于高纯水装置的制作。但在食品级FRP器制作中还存在一些具体的技术细节,在此我们根据多年的产品应用经验一并总结以飨业界用户以及最终用户。
二、概述
这是玻璃钢应用的一个新领域,玻璃钢优良的耐蚀性能意味着这种材料具有活泼、不污染的特性,理所当然地成为高度清洁物品如贮存高纯水、药品、酒、牛奶之类的可选用材料。国外近十年在这项领域有了较大的发展,美国日本均有加工这类制品的专业工厂,在应用方面积累了较多的经验。据悉,国内也已着手制定了这方面的规程,与一般耐腐蚀FRP不同,在食品、高纯水领域的应用,对玻璃钢有着严格的要求,并受到食品、卫生检验部门的法律限制。
三、食品级及高纯水级设备制作要求
但为了使树脂(尤其是不饱和树脂)及其玻璃钢制品达到食品级要求和高纯水要求,必须明确规定其可用原材料范围,采用合理的成型制造工艺及后处理工艺,并制订各种符合实际应用条件的标准。所有这些需要全行业科研、生产与管理部门协同努力才能做到。
3.1 树脂及辅料的选择
食品级树脂和食品级玻璃钢制品是互相连贯而密不可分的两个方面。要使玻璃钢制品成为可经常接触食品的制品,必须先使树脂成为食品级树脂,树脂中必须不含不利于身体健康的化学成分,或在单体状态虽有害于健康但可确保在交联固化后无害,所以在制作食品级FRP时,首先要选择具有食品级认证的树脂。要求一般的可选用通用的邻苯型不饱和聚酯,但要求较高时(如高纯水)应选用食品级乙烯基酯和食品级双酚A型不饱和聚酯树脂。但不能用环氧酚醛型乙烯基酯和氯化溴化等阻燃型不饱和聚酯。由于目前树脂选择的丰富性,所以选择环氧树脂用于食品级FRP容器的制作比较少,但环氧树脂也可用于食品级制作,但应该尽量选用水基环氧树脂,或者选用大分子量的胺类固化剂,而不应T31等常规的环氧固化剂,所以一般厂家选用较少,在此就不详述了。
此外对不饱和树脂用的固化剂的品种和用量均有规定:
(1)促进剂 总量不能超过树脂总重量的1.5%的可用的促进剂有环烷酸钴,环烷酸钙;限量0.4%的促进剂有N,N-二甲基苯胺(DMA)、N,N-二乙基苯胺;限量0.05%的促进剂有乙烯基氢氯化胍、氯化苄基三甲铵、氯化三甲基铵。
(2)引发剂 总量不超过树脂总重量的1.5%。如单独用过氧化甲乙酮,总量可不超过2%。允许应用的引发剂包括过氧化甲乙酮(MEKP),过氧化苯酰(BPO),过氧化氯苯酰,过氧化月桂酰,过苯甲酸叔丁酯,异丙苯过氧化氢,过氧化二异丙苯,偶氮二异丁腈。
3.2 制造工艺
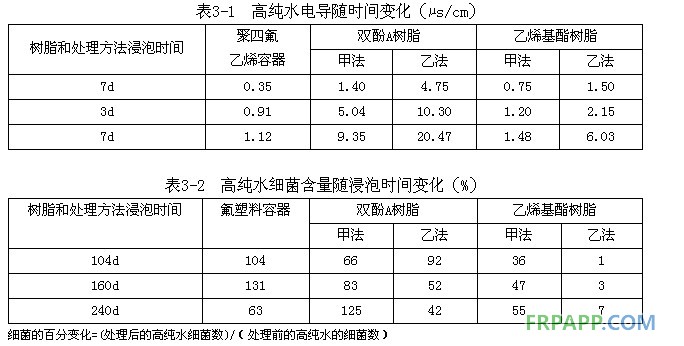
对成型工艺的要求是固化程度高,残留苯乙烯含量低的玻璃钢,玻璃钢必须要后固化后,在使用前必须经过清洗和消毒处理,有时设备表面还须用专门方法进行处理,不同的处理方法效果也是不同的。Hifachi化学公司的试验结果表明,在玻璃钢容器存放高纯水,水的电导性随时间而增加,而用乙烯基酯树脂比双酚A型聚酯的电导增加要少;用甲法处理的比乙法要好,其指标接近聚四氟乙烯容器里存放的高纯水变化指标(见表3-1所示),但在高纯水流动的设备里,经24小时流动后,电导就可保持恒定。在细菌检测中发现,玻璃钢容器中,随着浸泡时间增加,细菌含量逐渐减少,其中以乙法处理的乙烯基酯树脂为最佳(见表3-2)。纯水中含金属离子的测量表明(见表3-3)玻璃钢容器里基本不含K+、Na+,而Si离子随时间增加浸泡含量恒定,但Cu、Zn离子随时间延长而增加,但从何处来尚不明确,而且与树脂的种类和处理方法无关。
3.2.1 玻璃钢的固化程度控制
食品级工业用的玻璃钢要求固化完全,固化程度高。因此,在不饱和树脂的制作中,推荐使用过氧化甲乙酮(MEKP)、钴促进液和二甲基苯胺(DMA)复合的固化系统,但一般不推荐直接用BPO+DMA的固化系统,加入引发剂量要确定,如过氧化甲乙酮,通常为树脂量的1%,只改变促进剂的量来控制固化速度,温度对固化速度有较大的影响,要控制适当。固化速度太快,容易开裂,生成聚合物分子量低,影响耐蚀性。
3.2.2残留苯乙烯含量的控制
残留苯乙烯的量对食品级玻璃钢制品是一个重要的技术指标。残留的苯乙烯给制品带来难闻的臭味,迁移给接触的食品,对健康也有轻度的影响。当残留苯乙烯含量低于0.1%,玻璃钢性能呈最佳状态,也达到了食品级玻璃钢的卫生指标要求。
降低残留苯乙烯含量可采取以下措施:①表层制品,添加抑制苯乙烯散发剂,防止苯乙烯的损失而使固化不完全;②若所用树脂的苯乙烯含量低于40%,则需补加苯乙烯,否则交联剂量不足,、造成固化不完全;③施工温度应不低于15℃。
3.2.3 FRP制品的后处理
遵循上述限定的原材料范围及合理的成型工艺制得的FRP制品,还不能满足食品级的要求。此时存在的突出问题是残余的游离苯乙烯会由玻璃钢材料中迁移到所接触的食品中。
理论上讲,在固化过程中聚酯分子中的不饱和双键和苯乙烯单体中的双键,在引发剂作用下,发生交联反应要进行到全部单体消耗完才能停止。但是,一旦发生交联反应,树脂黏度迅速增加,逐渐转变成固态,反应变得迟缓,制品中就存留有未反应的苯乙烯单体。
手糊、喷射、缠绕、注射等各种成型方法如仅在室温下固化,其苯乙烯残余量很高。例如采用用量为1%的过氧化甲乙酮,加适当环烷酸钴固化树脂,固化后苯乙烯残余量可达 5%~11%,如在室温下继续存放5个月,残余量可降为1%。而在食品容器用玻璃钢中要求苯乙烯残留量控制在0.1%左右。研究结果表明:为使玻璃钢制品达到食品级要求,必须在室温固化后,增加后固化工艺,并必须经过最终的蒸汽冲洗。美国FDA标准也明确规定:“最终制品中所含已交联反应的聚酯树脂,在第一次接触食品前要经过彻底清洗”。
意大利食品科学协会根据健康研究所的实验,接受玻璃钢管道及容器的苯乙烯残余量为0.02%。它们的后固化工艺为100℃条件下8h;最后蒸汽冲洗时间为2h。按照这种标准的后固化工艺和前述玻璃钢成型工艺所制得的制品完全符合食品级要求。

4、食品级树脂和玻璃钢制品的标准
使用于食品级树脂和玻璃钢制品规定的原材料,采用食品级玻璃钢制品的成型工艺以及采用后固化工艺和蒸汽冲洗,一般可以使玻璃钢制品符合食品级要求,但为了确保达到这一点,必须制订食品级树脂和玻璃钢制品的检验标准。
由于食品这一领域范围很宽,食品的化学性质、物理状态各有不同,介质环境(如温度、压力、有无振动等)也各不相同,以及玻璃钢制品的尺寸、形状不同和成型工艺方法的不同因而实际上很难制订出一个性能数据与检验方法统一的标准,所以必须根据实际情况分别制订具体的产品标准和适应性较宽的方法标准。
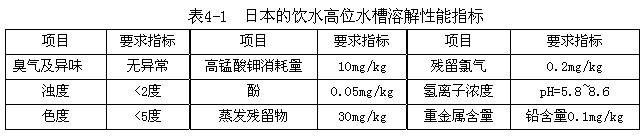
从具体的产品标准来说,主要是针对某一种已定型的产品,如对圆筒形葡萄酒贮罐、啤酒运输罐、冷冻鱼、肉类库房壁板、水果贮仓、饮用水箱、粮仓等,应分别制订标准。例如日本JIS标准对高位水槽的性能,除规定了各项机械强度、弹性模量;硬度、吸水率等指标外,又具体规定了饮用水的溶解性能指标(见表13-2)。日本对试验方法也有明确规定,例如蒸发残留物的测定方法是:首先把表面积为60cm2的试样(全部表面用和水槽内表面相同的树脂制造)水洗1h,然后浸泡在含残留氯约2%的1L自来水中,在不与外部通气的暗处,于(20±2)℃下放置6h。把浸过试样的水与未经浸泡试样的水对比检验,采用蒸发干燥法测定两者残留物的重量差,即得蒸发残留物值。表4-1中规定为30mg/kg,这是相当严格的。
在适应面较宽的检验方法方面,如残余苯乙烯的检测方法,在西欧通用气相色谱分析法,对色谱仪的测定程序也有专门的说明。测试时,试样要磨细,用二氯甲烷萃取,物料细度、萃取温度与时间等都会影响萃取效果,必须建立严格的操作规程,规定试样要磨成粉末状,在室温25℃下萃取7天,然后用气相色谱仪对萃取物进行分析,测出苯乙烯残余量。测定过程也相当麻烦。
对于不饱和聚酯树脂的检验方法和指标,,美国FDA标准作出了适应性很灵活的规定,含有或不含有上述任何材料(即辅助材料、增强材料、其他材料)的并在最终形态上接触食物的已交联的聚酯,当用溶剂或用多种代表食物性质的模拟溶剂,在符合其应用条件特点的时间与温度下萃取时,应达到以下萃取限量:①当测试用食物模拟溶剂为水或8%~50%时醇时,纯氯仿可溶性萃取物≤1.11mg/m2(0.1mg/ft2)食物接触表面;②当测试用食物模拟溶剂为庚烷时,总不挥发性萃取物≤1.11 mg/m2(0.1mg/ft2)食物接触表面。
由此可见,在检查方法中要求:
①采用食品的模拟液体;
②模拟实际应用条件(时间与温度)作为检测条件。
在这种情况下采取不同的萃取方法:,测定其蒸发残渣,给以定量限制,作为是否可用于接触食品的检验标准,其适应灵活性就很大了。
综上所述,为了使不饱和聚酯树脂及其玻璃钢制品达到食品级要求,必须明确规定其可用原材料范围,采用合理的成型制造工艺及后处理工艺,并制订各种符合实际应用条件的标准。所有这些需要全行业科研、生产与管理部门协同努力才能做到。









 鲁ICP备2021047099号
鲁ICP备2021047099号