






2.4 原料的加入量
根据圆管设计要求计算纤维毡用量、树脂用量。原料191树脂、环烷酸钴和过氧化甲乙酮的加入量分别为200g、1g和1.5g,将三者搅拌均匀加入模具。
3 工艺影响因素
3.1 转速控制
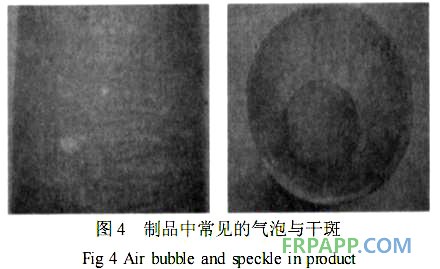
模具旋转的基本作用是使树脂渗透到玻璃毡中,并均匀地分布,对制品质量有直接影响。由实验过程中的观察知道,这种高速旋转模塑工艺成型纤维增强树脂基复合材料制品的气池主要来自模具与增强物之间的空气以及增强物之间的空气排不出而形成气泡(如图4)。
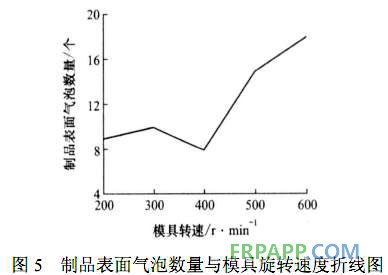
旋转速度过低,离主力小,并且驱动树脂流向另一端的力也小,树脂浸润玻璃毡的效果差,造成制品中有气泡,甚至树脂根本流不到另一端去,也就是产生树脂不能完全充满模胶的现象。旋转速度较高时,由于模具壁处旋转速度较高,离心力较大,树脂流动速度较高,在离心作用下树脂将优先浸润靠近模具处纤维,这样造成树脂流动不均衡,容易在制品内表面形成干斑和气泡。并且用有限元进行了分析,模拟所得结果和理论分析结果一致。制品质量与旋转速度关系如图5所示。考虑以上因素,本实验选择最佳转速为400r/min。
3.2 时间控制
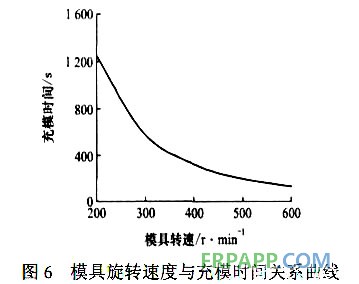
液体原料旋转模塑成型时间由原料的固化时间决定,固化时间与固化剂的加入量有关。成型复合材料制品由于树脂要浸润加强物,成型时间不能太短,否则加强物不能得到很好的浸润和完全充模,制品有缺陷,但时间不能过长,生产效率降低。转速与充模时间关系如图6。
4 结论
采用液体原料通过高速旋转模塑工艺成型纤维增强树脂基复合材料制品新方法具有液体原料成型工艺所有的优点:如成型温度低、成型周期短、能量消耗低、对制品表面复制性好、设备简单、增强改性效果好等。将旋转成型和离心成型相结合,增强了树脂浸润纤维的驱动力,不仅提高了制品质量,制品具有强度大,刚度高,强度和刚度可设计性好等优点,还是提高了制品的生产效率。









 鲁ICP备2021047099号
鲁ICP备2021047099号