






在石油化工、硫酸磷肥、有色冶炼等企业的防腐蚀工程设计与施工中,除整体玻璃钢采用机器缠绕法外,在现场制做的设备防腐内衬以及地坪、地沟等的防腐,均采用手糊法玻璃钢防腐施工。现对手糊法玻璃钢衬里施工质量的影响因素及其防治方法作以下探讨。
1手糊法玻璃钢衬里施工质量的影响因素及防治
1.1被衬基层表面处理不好或处理方法不当
玻璃钢衬里的基层主要有金属设备及混凝土池、槽及地坪。由于衬里层鼓泡脱层的部位大多数发生在被衬基层与衬里层之间的界面处,因此,基层表面处理的好坏,直接影响与基层的粘接力。
内衬玻璃钢对金属设备的要求:(l)金属壳体应具有足够的刚度以防止因壳体变形而导致内衬玻璃钢层的损坏或脱层;(2)铁壳表面的焊缝应平整,不得留有焊渣、毛刺、气孔等,若有凸起的毛刺,必须用砂轮打磨平整光洁,所有转角处必须做成圆角(R>10 mm);(3)金属壳体表面必须经过严格的喷砂除锈处理,使金属表面呈银灰色;(4)设备表面除锈后,应在8~12 h之内涂刷底漆,底漆要求薄而均匀,以减少应力开裂。
对混凝土设备的要求:(1)混凝土表面应光洁、平整,不得有脱层、裂纹;(2)混凝土表面应清洁、干燥,水分含量不应大于5%,如表面潮湿,应加热干燥,加热要求均匀、缓慢,不允许局部过热;(3)混凝土表面在涂底漆前还应用溶剂(一般为丙酮)清洗,并在室温下干燥24 h后才能刷底漆,底漆要求均匀。
1.2底漆选择不当或底漆的固化度差
玻璃钢作为设备内衬主要是衬贴在碳钢或混凝土上,而金属与水泥的膨胀系数均为6×l0-oC1,未改性热固性树脂大约为55×io-6 C-l,它几乎9~10倍于碳钢和水泥。同时,所有热固性树脂在固化过程中都有不同程度的收缩,有的收缩小,如环氧树脂收缩率为1%~2%;有的收缩很大,如酚醛树脂为8%~10%,呋喃树脂更大些。这些性能是我们选择底漆的依据,否则这种收缩应力会使树脂开裂或引起水泥破坏。一般钢壳十分强固,所产生的应力不致使它破坏,只是树脂或衬里层会开裂。
底漆的选择原则:首先应根据玻璃钢衬里层的种类正确选择底漆。一般钢壳衬里层的底漆应尽可能选用与玻璃钢种类相同的底漆或环氧底漆。例如,衬贴环氧一酚醛玻璃钢时可采用环氧一酚醛底漆或纯环氧底漆,因为这些底漆与基层均有良好的粘接力,而衬里层又由于是同类树脂,物理性能相同更容易粘接。选择环氧底漆是因为环氧粘接力好,收缩性小的缘故。再者就是底漆必须充分固化,尤其是酚醛玻璃钢衬里层的环氧底漆,必须热处理固化。环氧底漆未经充分固化就进行酚醛玻璃钢衬里施工,造成衬里层在热处理后大面积脱层的质量事故在施工当中时有发生。脱层的主要原因是由于环氧底漆和环氧一酚醛或环氧一呋喃底漆在室温条件下固化后,虽然从表面上看已经固化,但实际上是一种假固化,当热处理到80℃以上时会有一个流变过程,即重新变软发粘,并释放出残留溶剂等挥发性气体,待加热一段时间或
达到一定温度后方可真正固化,成为不溶不融的涂层。而衬贴在表面的酚醛玻璃钢则无此流变现象。因此,假如环氧底漆在自然干燥后直接进行酚醛玻璃钢施工,则在施工完毕作整体热处理时,由于底漆流变产生的挥发性气体不能排出造成酚醛玻璃钢层鼓泡或脱层。当然,对常温操作的设备即使对衬里层不进行热处理也可使用,但为了提高设备的耐腐蚀性和延长设备的使用寿命,都应尽可能对底漆及玻璃钢层进行热处理,以保证玻璃钢的施工质量。
热处理的目的是为了使树脂固化较充分,以提高衬里层的耐腐蚀性能。热处理温度的选择没有统一的规定,一般情况下,环氧底漆热处理条件为:以10'C/h的速度升温至60℃,保持2h;再以10'C/h的速度升温至80'C,保持2h;再以10,C /h的速度升温至100℃,保持4h;然后以10℃/h降至常温即可。这一过程大概需24 h左右。如果条件不具备,可在60℃左右恒温24 h即可。
1.3原材料选择不当或某些质量指标控制不严
目前用作玻璃钢衬里的原材料有玻璃布及各种树脂、稀释剂、固化剂、填料等,由于其品种、规格较多,其性能也不尽相同,因此,原材料质量选择不好也会造成玻璃钢衬里层破坏。
玻璃布宜选用稀、疏、薄的方格玻璃布,经纬密度在6~8根/cm,厚度在0.2~0.4mm的无碱或中碱无捻粗纱布,并进行脱蜡处理。否则在衬贴时胶料不易渗透,影响粘接,增大玻璃钢层的气孑L率,致密性差。在HF介质中则选用涤纶纤维布。
在选用环氧、酚醛树脂及酒精、丙酮等材料时,应严格控制水分,如水分较大,在热处理时汽化,容易造成气孔和脱层。酚醛树脂还要注意有效期,一般夏天有效期为3个月,冬天为6个月。填料有石英粉、铸石粉、瓷粉、石墨粉,要求耐酸率在95%以上,含水率在0. 5%以下,细度要求小于0.124 mm(120目)。用于HF场合填料必须使用石墨粉。
在选用固化剂时,一定要选择无毒、操作方便、适用范围广的固化剂,计量必须准确。如加入量过少,不仅影响固化度,而且还会发粘而不固化。目前常用的比较好的固化剂有T -31、JA -1、NL等。
1.4玻璃钢衬里的施工方法和施工环境不合适
手糊法玻璃钢衬里目前常用分层间断衬贴法(酚醛玻璃钢)和多层连续衬贴法(环氧环璃钢)两种。从施工质量来看,连续法虽然施工进度快,但由于溶剂等挥发性物质不易排除而容易脱层和产生气孔,因此,一般情况下,宜采用间断法施工。
玻璃钢施工,要求环境温度在15~25℃,相对湿度不大于80%。因此,应尽量避开冬雨季,如确需在冬雨季施工时采取必要的加热、保温、防雨措施,尽可能在于燥的室内施工,以确保工程质量。
1.5 热处理温度及方法不当
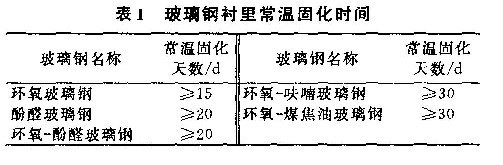
玻璃钢衬里完工后,有条件时,必须对衬里整体进行热处理,这是保证衬里层质量的一个重要环节。如果时间允许,也可进行自然固化处理。玻璃钢衬里常温固化时间见表1。
玻璃钢衬里若要进行热处理,首先必须根据玻璃钢衬里情况,确定升温曲线。根据我们的经验确定的升温曲线为:升温速度和降温速度为10℃/h;最高温度酚醛玻璃钢、环氧玻璃钢为80℃,环氧一酚醛玻璃钢为100℃,环氧一呋喃玻璃钢为120℃;升温至40℃、60℃、100℃ 、120℃时分别保温4h,最高温度保持4~6 h。其次应选择好热处理方法,为了满足上述热处理条件,整体热处理应尽可能在专用的烘房内进行,如果大型和固定的设备无法进烘房处理,亦可进行本体热处理,即在设备内设置电加热器或蒸汽暖气片来进行。但无论采用哪种方法,热源均应远离衬里层,防止局部温度过高。另外,热处理前应尽量使玻璃钢衬里多干燥一段时间。
2 结语
造成玻璃钢衬里层鼓泡和脱层等施工质量的因素是多方面的,必须对施工过程中的各个工序严格控制,方能确保工程质量。









 鲁ICP备2021047099号
鲁ICP备2021047099号