






前言
复合材料根据树脂基体材料不同,分为金属基复合材料、无机非金属基复合材料和树脂基复合材料三大类。树脂基复合材料又分为热固性复合材料和热塑性复合材料(FRTP)两类。热塑性复合材料是指以热塑性树脂为基体,以各种纤维为增强材料而制成的复合材料。如PP、PA66、PA6、PBT等都属于热塑性树脂。
玻璃纤维增强热塑性复合材料(热塑性玻璃钢)作为FRTP中的一大类,具有密度小、强度高,热塑性好,耐化学腐蚀,电性能优异,加工性能好等优点,其应用领域十分广泛,主要用于航天航空、汽车制造工业、船舶工业、化工防腐、电子工业及建筑工程等。而短切玻璃纤维增强FRTP作为热塑性玻璃钢中的一大类,得到了很快的发展和广泛的应用。
1 生产工艺
短切纤维增强FRTP是将玻璃纤维(长0.2~7mm)均匀地分布在热塑性树脂基体中的一种复合材料,其生产工艺一般都要经过造粒和成型两个过程。
1.1 粒料生产工艺
粒料生产方法有三种,分别是短切纤维原丝单螺杆挤出法、单螺杆排气式挤出机回挤造粒法、排气式双螺杆挤出机造粒法。本文主要介绍第三种方法。
粒料生产方法有三种,分别是短切纤维原丝单螺杆挤出法、单螺杆排气式挤出机回挤造粒法、排气式双螺杆挤出机造粒法。本文主要介绍第三种方法。
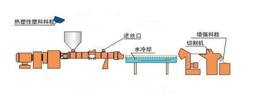
排气式双螺杆挤出机造粒法根据加料方式的不同,可分为两种造粒法。一种是将树脂和短切后的玻璃纤维分别加入排气式双螺杆挤出机的两个加料漏斗,通过送料螺杆将树脂和纤维一起送入料筒内,在料筒内纤维和树脂混合均匀,经过排气段除去混料中的挥发性物质,进一步塑炼后经口模挤出料条,再经冷却、干燥,然后切成粒料,俗称为短纤法。
另一种方法是将树脂和纤维(常为合股纱)分别加入排气式双螺杆挤出机的树脂加料漏斗和进丝口,玻璃纤维被左旋螺杆及捏合装置所破碎,后面的工艺与短切法相同,俗称为长纤法。粒料中的玻纤含量,前一种方法可由送料螺杆的转速来控制;后一种方法可由调整送入挤出机的玻纤股数和料筒内的螺杆转速来控制。双螺杆挤出机能有效地使树脂充分塑化,并与纤维均匀复合。其工艺如下图1—1和图1—2。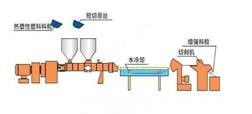
1.2 注射成型工艺
注射成型是树脂基复合材料生产中的一种重要成
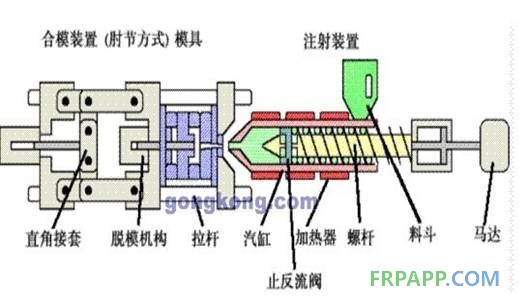
型方法,它适用于热塑性和热固性复合材料,但以热塑性复合材料最广。FRTP的注射成型过程主要产生物理变化。增强粒料在注射机的料筒内加热熔化至粘流态,以高压迅速注入温度较低的闭合模内,经过一段时间冷却,使物料在保持模腔形状的情况下恢复到玻璃态,然后开模取出制品。这一过程主要是加热、冷却过程,物料不发生化学变化。
注射成型周期短,热耗量少,产品质量好,可使形状复杂的产品一次成型,而且生产效率高,成本低,只是对模具的要求高,也不能用于长纤维增强的产品。
型方法,它适用于热塑性和热固性复合材料,但以热塑性复合材料最广。FRTP的注射成型过程主要产生物理变化。增强粒料在注射机的料筒内加热熔化至粘流态,以高压迅速注入温度较低的闭合模内,经过一段时间冷却,使物料在保持模腔形状的情况下恢复到玻璃态,然后开模取出制品。这一过程主要是加热、冷却过程,物料不发生化学变化。
注射成型过程如图1-3所示。
注射成型周期短,热耗量少,产品质量好,可使形状复杂的产品一次成型,而且生产效率高,成本低,只是对模具的要求高,也不能用于长纤维增强的产品。
2 影响成型制品性能的因素
短切玻纤增强FRTP的性能与许多因素有关。
以下主要介绍几种常见的影响因素对其力学性能的影响。
2.1 纤维含量的影响
各种树脂品种对短切玻纤增强FRTP的最佳纤维含量是不同的,增强尼龙的最佳含量为30%左右,增强聚甲醛的最佳玻纤含量则为20%左右。表2-1为玻璃纤维含量对增强PA66性能的影响。从表中看出,玻璃纤维含量从20%增大到55%,力学性能都在不断的增加。玻纤含量在40%~55%之间时,力学性能变化很缓慢。当玻纤含量超过60%时,力学性能反而降低,这是因为含量过多,成型过程中纤维磨损严重,反而会导致纤维丧失增强作用。当纤维含量过少时,其拉伸强度和冲击
强度都会下将。
玻璃纤维直径对短切纤维增强FRTP的性能影响是一个复杂的问题,表2-2为纤维直径对尼龙复合材料的影响。一般来讲,纤维直径越细,强度越高。但是若纤维直径太小,将会增加生产的难度,而且细纤维用在复合材料中,弱界面也会随之增加,加工过程中的纤维磨损严重,强度损失也较大。在实际生产中,通常有7μm、10μm、10.5μm、13μm。
关系着纤维与树脂的结合,进而大大地影响了FRTP的力学性能。表2-3是玻璃纤维经不同浸润剂处理后增强同一种树脂后的力学性能。
各种树脂品种对短切玻纤增强FRTP的最佳纤维含量是不同的,增强尼龙的最佳含量为30%左右,增强聚甲醛的最佳玻纤含量则为20%左右。表2-1为玻璃纤维含量对增强PA66性能的影响。从表中看出,玻璃纤维含量从20%增大到55%,力学性能都在不断的增加。玻纤含量在40%~55%之间时,力学性能变化很缓慢。当玻纤含量超过60%时,力学性能反而降低,这是因为含量过多,成型过程中纤维磨损严重,反而会导致纤维丧失增强作用。当纤维含量过少时,其拉伸强度和冲击
强度都会下将。
表2-1 同一种短切纤维ECS301HP-3增强尼龙66时纤维含量对力学性能的影响
|
测试项目
|
20%
|
30%
|
40%
|
45%
|
50%
|
55%
|
60%
|
65%
|
|
拉伸强度/MPa
|
138.70
|
189.99
|
200.11
|
225.81
|
228.26
|
246.25
|
242
|
222.71
|
|
伸长率(%)
|
15.04
|
11.53
|
15.30
|
14.52
|
15.75
|
14.30
|
18.59
|
14.00
|
|
弯曲强度/MPa
|
206.37
|
286.53
|
293.89
|
336.70
|
334.48
|
363.91
|
349.26
|
319.71
|
|
弯曲模量/GPa
|
5.06
|
7.13
|
8.17
|
10.38
|
11.63
|
13.63
|
13.63
|
15.75
|
|
缺口冲击KJ/M2
|
9.24
|
16.74
|
16.17
|
21,87
|
18.03
|
20.22
|
19.75
|
22.02
|
|
无缺口冲击KJ/ M2
|
48
|
85.75
|
101.75
|
107.50
|
100.5
|
105.75
|
94.75
|
70.25
|
2.1 纤维质量的影响
2.2.1 纤维直径对性能的影响
2-2 不同纤维直径对尼龙玻璃钢性能的影响
|
纤维名称
|
ECS301CL-3
|
ECS301CL-3
|
ECS301CL-3
|
ECS301CL-3
|
ECS301CL-3
|
|
直径/μm
|
10.5
|
11
|
13
|
15
|
17
|
|
GF(%)
|
31.69
|
32.31
|
33.09
|
33.04
|
30.89
|
|
拉伸强度/MPa
|
172.75
|
178.09
|
176.62
|
169.59
|
163.28
|
|
伸长率(%)
|
10.14
|
11.26
|
11.32
|
10.73
|
10.68
|
|
弯曲强度/ MPa
|
265.01
|
249.78
|
251.65
|
236.83
|
238.85
|
|
弯曲模量/GPa
|
7.60
|
6.71
|
6.86
|
6.82
|
6.80
|
|
缺口冲击/KJ/M2
|
18.46
|
16.88
|
18.61
|
17.59
|
18.03
|
|
无缺口冲击KJ/M2
|
93.000
|
82.25
|
82
|
63.75
|
54.5
|
|
综合比较(以10.5un为基准)
|
100
|
94.30
|
96.54
|
87.84
|
85.22
|
2.2.2 纤维长度和分散状态对性能的影响
纤维长度对FRTP性能影响很大,在保证纤维均匀分布的前提下,一般规律是纤维越长,制成的制品强度越高。实验证明,当玻璃纤维长度小于0.04mm时,纤维不起增强作用。相反,如果FRTP内纤维长度太长,树脂与纤维的结合将会受到影响,从而影响FRTP的强度。
纤维在制品中的分散状况对制品性能的影响用不同的浸润剂对玻璃纤维进行处理(通过在拉丝过程中进行涂覆)。浸润剂在玻璃纤维表面形成一层保护膜,它影响着纤维在树脂中的分散状况,也很大。一般来讲,纤维分散越均匀,机械强度就越好,弹性模量也有明显的增加。
2.2.3 玻璃纤维表面处理对FRTP性能的影响
玻璃纤维表面处理情况直接关系着FRTP的外观和力学性能。处理纤维表面用浸润剂中包括偶联剂、成膜剂、润滑剂、润湿剂、抗静电剂、消泡剂等。根据玻璃纤维用以增强不同的树脂关系着纤维与树脂的结合,进而大大地影响了FRTP的力学性能。表2-3是玻璃纤维经不同浸润剂处理后增强同一种树脂后的力学性能。
表2-3 增强尼龙66后的性能对比
|
项目
|
ECS301HP-3
|
ECS301CL-3
|
ECS306-3
|
|
GF(%)
|
33.02
|
33.22
|
33.35
|
|
拉伸强度/MPa
|
206.25
|
204.55
|
186.08
|
|
伸长率(%)
|
17.36
|
14.99
|
12.55
|
|
弯曲强度/MPa
|
289.69
|
295.23
|
253.56
|
|
弯曲模量/GPa
|
7.84
|
8.06
|
6.94
|
|
缺口冲击/ KJ/M2
|
12.87
|
15.33
|
19.20
|
|
无缺口冲击/ KJ/M2
|
82.25
|
85.00
|
98.25
|
3 结束语
短切玻璃纤维增强FRTP作为玻纤行业下游企业的一大方向,在材料体系中是不可替代的一个重要组成部分,因此掌握该类材料的成型工艺及其影响质量的有关因素是非常重要的。










 鲁ICP备2021047099号
鲁ICP备2021047099号