






3 模具设计上的解决措施
3.1 水路设计
合理的水路设计使得型腔表面的模温尽可能一致。必要时,在局部壁厚较大或者散热不好的区域加强冷却。如图11所示,在筋对应的模面加强冷却,使得表面固化层较快形成,当表面固化层较厚时,刚性较大,不容易产生缩痕。
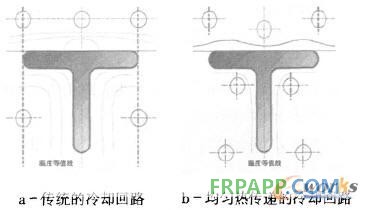
图11 加强冷却防止缩痕或缩孔
当形成筋的动定模对应面都是钢材时,容易产生缩痕,若在筋的下面改成陶瓷或者塑料镶件,使得上面的固化层形成较快,刚性较大,最后固化的塑料向内吸入,上面不至于塌陷,也可以防止缩痕产生(如图12所示)。
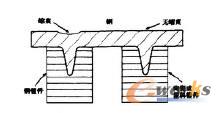
图12 用陶瓷或塑料镶件防止缩痕产生
3.2 浇口设计
制件的浇口应设计在壁厚大的区域,或者靠近缩痕和缩孔出现的位置,以利于保压补缩(如图13所示)。浇口的尺寸应足够大,减缓浇口的冷却,使得更多的熔体能在保压阶段进去型腔中补缩。一般情况下,浇口厚度不应小于壁厚的50%,最好能达到壁厚的80%。
图13 浇口设计位置
3.3 流道设计
优先选用圆形流道,因为圆形流道的有效截面积最大,其次是梯形流道,最好不要选用半圆形流道。流道的有效截面越大,保压补缩的能力越强,制件越不容易出现缩痕或缩孔。此外,流道的尺寸应足够大,减少充模阻力,给型腔提供足够大的保压压力。
3.4 拉料杆设计
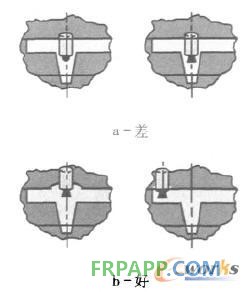
图14 拉料杆的设计
在三板模中常使用到拉料杆,拉料杆的设计应避免伸到流道中,造成流道的有效截面变小,充模阻力增加,不利于制件的保压补缩,如图14所示。对于聚碳酸酯(PC)等流动性较差的材料,尤其需要注意拉料杆的设计,避免流道压力损失过大引起实际保压不足,导致制件产生缩痕或缩孔。
3.5 排气设计
模具的排气顺畅,注塑时可以采用较高的压力和速度,保压补缩的效果更好,降低缩痕或缩孔产生的可能性。图15是典型的排气槽设计,根据材料的不同,排气槽的深度也会有所不同,但相同的是排气槽的长度不能过长,最好在2mm左右。
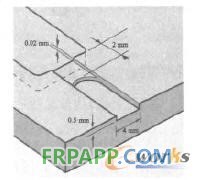
图15 典型的排气槽设计
4 成型工艺上的解决措施
4.1 模具温度
模温对缩痕或缩孔的影响是相对的。模温太低时,制件表层容易凝同变厚,芯层的厚度相对减小,保压补缩的通道变窄,制件远端得不到足够的补缩,形成缩痕或缩孔;此外,模温较低使得浇注系统特别是浇口容易冻结,制件得不到足够的保压补缩,也容易形成缩孔或缩痕。模温太高时,模具的冷却效率较低,冷却缓慢,由于冷却时间过长,导致收缩也变大,如果得不到足够的保压补缩也容易导致缩痕或缩孔。但相对来说,模温较低时容易产生缩孔,模温较高时容易产生缩痕。图16是某项目的玩具灯零件,材料为透明PC,主体部分是1/4球形,壁厚不均,在厚度大的部分形成缩孔,将模温从100℃提供至130℃,并采用高压低速注塑,这样一来缩孔就消失了。
图16 提高模温消除缩孔
4.2 有效保压
有效保压偏低,导致树脂填补小于制件的收缩量,在模具温度偏高时就容易形成凹痕,而在模具温度偏低时容易形成空洞,如图17所示。保压过低的主要原因如下:保压设定值偏低、保压时间偏短、浇口尺寸偏小、分流道偏细。
图17 保压与缩痕和缩孔的关系
4.3 其他影响较大的工艺参数
其他对缩痕和缩孔影响较大的工艺参数还包括熔体温度、注塑速度、V/P转换位置、背压和残胶量等。熔体温度越高,材料黏度越低,更有利于充模和保压补缩,对防止缩痕和缩孔有利,但熔体温度越高,相应的冷却时间也越高;合理的注塑速度,可以在浇口冻结前有效地进行保压补缩;V/P转换位置一般选择在制件填充到95%~98%左右,切换过早容易引起缩痕或缩孔;适当的背压可以增加熔体的密实性,有利于防止缩痕或缩孔;残胶量一般控制在5~10mm,适当的残胶量才能保证保压的效果。
4.4 后冷却处理
对于一些外观要求没有缩痕但允许内部有缩孔的制件,可以在出模后迅速浸泡到冻水中,使得制件短时间内固化冷却,防止缩痕的产生。这种方法对壁厚较大的产品比较有效。图18是某项目的玩具恐龙,材料为热塑性聚氨酯(TPU),在设计上很难避免壁厚不均和较大的壁厚,制件在模具内也很难充分冷却,出模后制件表面容易形成缩痕。解决的办法是制件出模后立刻装在夹具上放入冻水中定型,使得制件表面迅速冷却,当然这会导致制件中间产生缩孔,但不会影响到制件的外观。
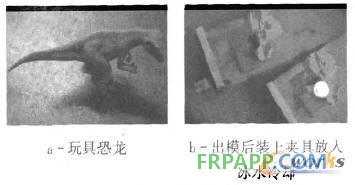
图18 出模后冻水冷却防止缩痕
5 材料上的解决措施
5.1 结晶和无定型材料
结晶材料的收缩要大于无定型材料。因为结晶材料从熔融状态冷却至室温的过程中,分子链有序排布形成晶体,所以结晶材料的体积收缩要大于无定型材料。因此,相对而言,结晶材料更容易产生缩痕或缩孔。图19是某项目的碎纸机外壳,采用增强PP取代ABS,虽然材料的收缩率近似,制件在尺寸方面没有问题,但在筋位处缩痕比ABS明显,需要调整筋位厚度或基面厚度,或者调整流道和浇口的尺寸,加强保压补缩。
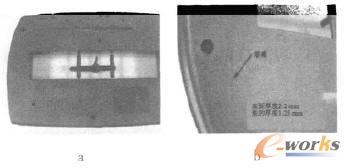
图19 缩痕(增强PP替代ABS)
5.2 黏度
材料的黏度越高,充模阻力越大,填充越困难,保压补缩效果越差,因此越容易产生缩痕或缩孔。因此,要改善制件的缩痕和缩孔,提高材料的流动性是一个可行的方案。
5.3 填充物
填充物的加入有利于增加制件表层的强度,抵抗芯层的收缩应力,制件不容易产生缩痕,而倾向于产生缩孔。需要注意的是,纤维增强的材料,在平行和垂直流动方向上的收缩有较大的差别。由于玻纤取向平行于流动方向上,起到支撑作用,因此在该方向上收缩较小,而在垂直于流动方向上收缩较大(如图20所示)。图21是某项目的发夹,材料为PA66+15%玻纤,制件内部有平行和垂直流动方向的两种加强筋,平行于流动方向的加强筋背面几乎看不到缩痕(图21a),垂直于流动方向则能看到轻微的缩痕(图21b),这是由于垂直于流动方向的收缩较大所致。
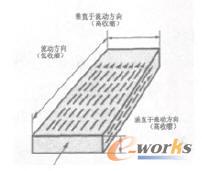
图20 纤维增强材料在不同方向上的收缩

图21 不同方向上的加强筋缩痕
6 结语
产品设计、模具设计、成型工艺和材料都影响缩痕和缩孔的产生。要避免或减轻缩痕和缩孔问题,从产品设计和模具设计着手是根本的对策,再从成型工艺上去调整,与材料相配合,才能彻底解决缩痕和缩孔问题。









 鲁ICP备2021047099号
鲁ICP备2021047099号