






随着我国玻璃纤维行业的日益发展,玻璃纤维生产技术也在不断进步。对于无捻粗纱的生产,线密度控制是重要的质量指标,国标也有一定的要求,各个厂家对线密度控制也是十分重视。作为一个无捻粗纱生产的老话题,它永远是个主题。
液位波动
窑炉玻璃液的液位波动产生了玻璃液的内部压力波动,而这个压力波动会传递给漏板上各个漏嘴中玻璃液。而漏嘴中玻璃液的压力波动会直接导致流量的变化
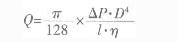
Q:单位时间内漏嘴的流量,△P:玻璃液静压力差,D:漏嘴直径,l:漏嘴长度,η:玻璃液粘度。
显然,线密度会受到影响。也就说窑炉玻璃液的波动生产生线密度的波动。但是在实际工业生产中液位的按制一般比较精确,就目前我国池窑拉丝而言,基本上都控制在0.5%以内的波动范围。和国标5%线密度波动相比,液位波动一般不作为线密度的的控制手段,但是如果出现较大的液位波动,线密度必然会产生影响,可以作为日常管理的参考参数。
玻璃液粘度
在其它作业条件不变的情况下,粘度的变化也会直接导致线密度变化,原因是漏嘴的流量的变化。根据前面的流量公式可以看出:粘度的变化直接影响流量,进而使线密度变化。因此,玻璃纤维生产厂家要定期对玻璃进行温度- 粘度曲线的测定,以保证粘度的一致性。
玻璃液密度
线密度是一定长度的纤维的重量,如果密度变化,在相同条件下生产的纤维体积是一样的(或者漏板流量是一样的),重量=密度X体积,因此线密度必然也会变化。一般情况下,玻璃液密度的变化较小(通常小于0.3%),而国标要求的线密度波动是5%,所以,人实际生产控制中,玻璃液密度不作为线密度调整的手段。
冷却片的影响
1.冷却片的位置在实际生产中是影响线密度波动的关键因素。如果位置太高,它将使漏嘴侧壁及部分玻璃液受到冷却,但是漏板温度的读数不会变化。正常情况下冷却片的上部与漏嘴底部对齐,如果冷却片位置上移1~2mm,玻璃液流量将减少3%左右,也就是说线密度会减小3%左右,这个影响对于实际生产来说是重要关注和调整因素。
2.更换冷却片对线密度影响很大,因为冷却效果改变很多。一般来说,池窑拉丝厂家对冷却片都非常重视,尤其是冷却片的冷却效果和寿命。近年来,很多厂家不断改进冷却片镀层以期达到更长的寿命,尽量延长更换周期。
3.冷却片用水的温度也是影响冷却效果,进而影响线密度的一个因素。大多拉丝厂家的冷却水都是循环水,因此水的温度在一天之内变化不大。但是,长时间观测,温度是有区别的,在南方温度变化很小,在北方的生产厂家则要注意冷却水温度的变化。这个因素对实际生产中线密度的控制意义不大,但是,技术部门则应考虑此因素。
漏板温度对线密度的影响
1.在对线密度的控制手段中,大多厂家采取调整漏板温度的方法。这是一个非常有效的控制手段。实际上,漏板温度的变化直接表示了玻璃液温度的变化,也间接说明了玻璃液粘度的变化,如果提高漏板温度,结果会使玻璃液温度升高。根据前面的公式可以知道:粘度减小,流量增加,线密度增大。但是,在实际生产中,我们一般要求流量恒定,所以,漏板温度一般不会大幅调整。但是漏板温度总是处于一定范围内波动,因此,如何保证漏板温度恒定是线密度稳定的一个重要因素。
2.漏板温度的波动。漏板是一个大功率的耗电装置,变压器功率一般都在30kW以上,因此电压的波动必然引起漏板温度的变化,实际上就是漏板加热玻璃液效果的变化。漏板温度变化带来的直接结果就是玻璃液温度的变化,进而玻璃液粘度变化、流量变化,结果导致线密度波动。正是由于漏板电压的重要性,因此,一般池窑拉丝厂家都在设计时对这个因素非常重视,使用专门的控制柜对漏板温度进行控制。目前,漏板温度波动都在1℃以内。如果漏板温度波动大,则需要对控制系统进行检查。
1.冷却片的位置在实际生产中是影响线密度波动的关键因素。如果位置太高,它将使漏嘴侧壁及部分玻璃液受到冷却,但是漏板温度的读数不会变化。正常情况下冷却片的上部与漏嘴底部对齐,如果冷却片位置上移1~2mm,玻璃液流量将减少3%左右,也就是说线密度会减小3%左右,这个影响对于实际生产来说是重要关注和调整因素。
2.更换冷却片对线密度影响很大,因为冷却效果改变很多。一般来说,池窑拉丝厂家对冷却片都非常重视,尤其是冷却片的冷却效果和寿命。近年来,很多厂家不断改进冷却片镀层以期达到更长的寿命,尽量延长更换周期。
3.冷却片用水的温度也是影响冷却效果,进而影响线密度的一个因素。大多拉丝厂家的冷却水都是循环水,因此水的温度在一天之内变化不大。但是,长时间观测,温度是有区别的,在南方温度变化很小,在北方的生产厂家则要注意冷却水温度的变化。这个因素对实际生产中线密度的控制意义不大,但是,技术部门则应考虑此因素。
漏板温度对线密度的影响
1.在对线密度的控制手段中,大多厂家采取调整漏板温度的方法。这是一个非常有效的控制手段。实际上,漏板温度的变化直接表示了玻璃液温度的变化,也间接说明了玻璃液粘度的变化,如果提高漏板温度,结果会使玻璃液温度升高。根据前面的公式可以知道:粘度减小,流量增加,线密度增大。但是,在实际生产中,我们一般要求流量恒定,所以,漏板温度一般不会大幅调整。但是漏板温度总是处于一定范围内波动,因此,如何保证漏板温度恒定是线密度稳定的一个重要因素。
2.漏板温度的波动。漏板是一个大功率的耗电装置,变压器功率一般都在30kW以上,因此电压的波动必然引起漏板温度的变化,实际上就是漏板加热玻璃液效果的变化。漏板温度变化带来的直接结果就是玻璃液温度的变化,进而玻璃液粘度变化、流量变化,结果导致线密度波动。正是由于漏板电压的重要性,因此,一般池窑拉丝厂家都在设计时对这个因素非常重视,使用专门的控制柜对漏板温度进行控制。目前,漏板温度波动都在1℃以内。如果漏板温度波动大,则需要对控制系统进行检查。
拉丝速度
1.在其它条件都不变的条件下,漏嘴的流量是恒定的。Q=ν·tex,Q:单位时间内漏嘴的流量,ν:拉丝线速度,tex:线密度。
拉丝速度增大,线密度减小。因此拉丝速度也是调整线密度的重要手段,在实际拉丝生产中也经常使用这种调整。比如:不同的品种可能要求不同的线密度。这时一般采取调整拉丝速度而不是调整漏板温度。
2.要想获得稳定的线密度,拉丝速度必须稳定。拉丝速度要求是等线速,但是不同的拉丝机,精度略有不同。目前,大多池窑拉丝厂家的拉丝机转速精度都较高。但是实际拉丝过程中,拉丝线速度并不是恒定的,总是有一定的波动,而且有些波动是无法避免的,比如在缠绕过程中线速度的周期变化,因此,定期检查拉丝机的精度是必要的。
飞丝对线密度的影响
很多人对飞丝后再次上车都习以为常,一般不考虑对线密度的影响,但是实际上,如果停机时间超过10min的话,再次上车时,玻璃液的温度在一段时间内一直处于波动状态,有的漏板可能需要30min才能恢复正常控制。因此,飞丝后应尽量缩短停机时间。这和操作者水平有关,一个熟练的操作工可能在1min内上车,一个新工人则可能用几分钟或者更长时间。两个人操作对线密度的影响程度是不一样的。
结论
1.线密度是漏嘴流量和拉丝速度的函数,因此两者也是线密度调整的重要手段。
2.冷却片的冷却效果是影响线密度的重要因素。
3.漏嘴流量和玻璃液的粘度、静压差、密度等有关。
4.操作水平对开始拉丝一定时间内的线密度有影响。
1.在其它条件都不变的条件下,漏嘴的流量是恒定的。Q=ν·tex,Q:单位时间内漏嘴的流量,ν:拉丝线速度,tex:线密度。
拉丝速度增大,线密度减小。因此拉丝速度也是调整线密度的重要手段,在实际拉丝生产中也经常使用这种调整。比如:不同的品种可能要求不同的线密度。这时一般采取调整拉丝速度而不是调整漏板温度。
2.要想获得稳定的线密度,拉丝速度必须稳定。拉丝速度要求是等线速,但是不同的拉丝机,精度略有不同。目前,大多池窑拉丝厂家的拉丝机转速精度都较高。但是实际拉丝过程中,拉丝线速度并不是恒定的,总是有一定的波动,而且有些波动是无法避免的,比如在缠绕过程中线速度的周期变化,因此,定期检查拉丝机的精度是必要的。
飞丝对线密度的影响
很多人对飞丝后再次上车都习以为常,一般不考虑对线密度的影响,但是实际上,如果停机时间超过10min的话,再次上车时,玻璃液的温度在一段时间内一直处于波动状态,有的漏板可能需要30min才能恢复正常控制。因此,飞丝后应尽量缩短停机时间。这和操作者水平有关,一个熟练的操作工可能在1min内上车,一个新工人则可能用几分钟或者更长时间。两个人操作对线密度的影响程度是不一样的。
结论
1.线密度是漏嘴流量和拉丝速度的函数,因此两者也是线密度调整的重要手段。
2.冷却片的冷却效果是影响线密度的重要因素。
3.漏嘴流量和玻璃液的粘度、静压差、密度等有关。
4.操作水平对开始拉丝一定时间内的线密度有影响。










 鲁ICP备2021047099号
鲁ICP备2021047099号