






1 前 言
高性能复合材料一般应具备较好的耐热性,并有足够的力学性能、耐久性、耐湿热性和良好的成型工艺[1-4]。环氧树脂固化体系作为高性能复合材料基体,一般选择高温固化和中温固化两种体系[5-10]。与高温固化相比,中温固化体系具有成型温度低、成型周期短、对模具要求不严格、制品内应力小、尺寸稳定性好、抗断裂韧性高等优点,是制作低成本、高性能复合材料的首选体系。本研究立足国内现有材料,以一种价格低廉、性能优异的环氧树脂CYD128/DMP-30固化体系作为复合材料基体,DMP-30除了作为促进剂[4,5,6],本身也是一种性能优异的叔胺类固化剂,该固化体系具有很好的韧性、耐久性和耐湿热性能。本文对CYD128/DMP-30体系固化工艺和性能做了系统的研究。
2 实 验
2.1 原 料
环氧树脂CYD128,环氧值0·51,岳阳石化;2,4,6-三(二甲胺基甲基)苯酚(DMP-30),化学纯,上海试剂三厂; E-玻璃纤维平纹布,0·2mm,陕西兴平玻璃纤维厂;S-玻璃纤维帘子布,400g/m2,南京玻璃纤维研究设计院;T700S-碳纤维帘子布,200g/m2,南京玻璃纤维研究设计院。
2.2 试样制备
浇铸体制备:将CYD128环氧树脂在50℃抽真空脱泡,加入DMP-30为5phr,搅拌均匀,浇铸到涂有脱模剂并已预热到50℃的模具,50℃抽真空脱泡。50℃固化2h,脱模,切割成试件。
复合材料的制备:手糊E-玻璃纤维平纹布,接触压成型,50℃固化2h,随炉冷却,切割成试件,按80℃不同时间后处理;采用真空加压成型制备CYD128/DMP-30/S-玻璃纤维帘子布和CYD128/DMP-30/T700S-碳纤维帘子布复合材料,50℃固化2h,按80℃不同时间后处理。
2.3 性能测试
在不同恒温下,测试胶液出现凝胶所对应的时间。凝胶化时间的测试温度为20~80℃,以胶液不能拉丝时间为准。
DSC分析:采用美国TA·INSTRUMENT公司2910改进型示差扫描量热仪(MDSC)。升温速率分别为10℃/min,15℃/min,20℃/min,做出DSC曲线,从曲线上可得到树脂反应放热峰的峰始温度Ti,峰顶温度Tp,峰终温度Tf。升温速率从0℃扫描至200℃。
拉伸性能在1吨拉力试验机上按GB/T2568-1995测试;弯曲性能在830011拉力试验机按GB/T2657-1995测试;冲击性能在XCJ-40冲击试验机按GB/T1041-92测试;热变形温度(HDT)采用自制热变形温度测试仪按照GB1634-79测试。Tg采用美国TA·INSTRUMENT公司2910型MDSC测试。升温速率15℃/min,从室温升至200℃。
复合材料弯曲强度在830011拉力试验机上按GB3354-82测试;短粱剪切强度在1吨万能试验机上按GB3357-82测试。
3 结果与讨论
3.1 凝胶化时间
为了了解CYD128/DMP-30固化体系的反应特性,测试了胶液20℃、40℃、60℃、80℃的凝胶时间。图1为其凝胶化曲线。CYD128/DMP-30在室温下适用期较短,20℃凝胶化时间为70min,在40℃以上的温度有相对较长的适用期。
3.2 放热特性研究
用DSC方法测试了其在不同升温速率下的放热曲线。不同升温速率下的DSC分析结果见表1。由凝胶化时间和DSC分析结果可以看出,CYD128/DMP-30体系的反应温度不高,在80℃以前就开始反应放热,将固化工艺初步定在50℃/2h+80℃/2h。
3.3 浇铸体性能
表2为浇铸体固化50℃/2h,后固化80℃/2h性能测试结果。图2为后固化时间对弯曲强度(σf)和HDT的影响曲线,弯曲强度随着后固化时间延长增加很快,10h达到最大值156·7MPa,后固化时间超过10h,弯曲强度会迅速降低;HDT受后固化时间影响不大,最高为92℃。综合考虑,CYD128/DMP-30体系最佳固化工艺为50℃/2h+80℃/10h。
3.4 连续纤维增强CYD128/DMP-30体系复合材料性能
低成本复合材料成型是现今复合材料的应用趋势,它要求在满足性能要求情况下成型工艺尽可能相对简单。图3为不同后固化时间对手糊接触压力成型E-玻璃纤维布复合材料弯曲强度(σf)和短梁剪切强度(τs)的影响,其纤维体积含量(Vf)为30%。由图3看出,σf最大为355.5 MPa,τs在后处理80℃/8h达到最大37.8 MPa。采用真空加压成型CYD128/DMP-30/S-玻璃纤维帘子布和CYD128/DMP-30/T700S-碳纤维帘子布复合材料,其Vf分别为60%,52%。图4为CYD128/DMP-30/S-玻璃纤维帘子布复合材料不同后固化时间对σf和τs的影响曲线。图5为CYD128/DMP-30/T700S-碳纤维帘子布复合材料不同后固化时间对σf和τs的影响曲线。
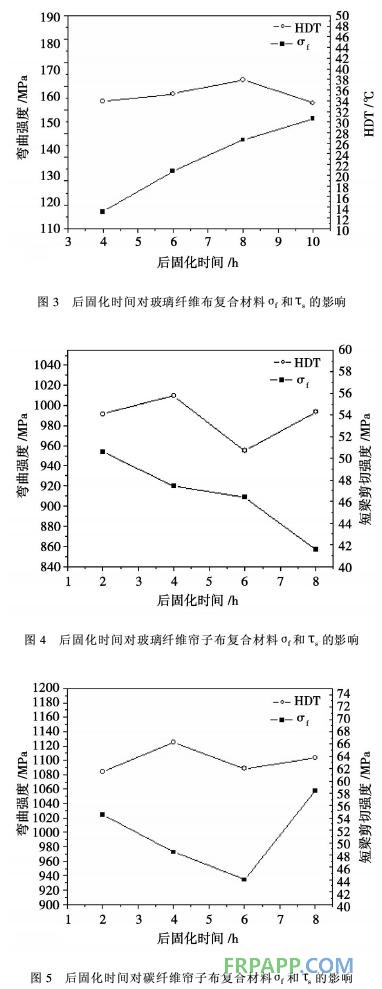
复合材料短梁剪切强度和其它力学性能均受到复合材料内空洞含量和分布的影响。复合材料空隙率越高,强度越低,越容易受到疲劳损伤。由图4、图5看出采用真空加压成型得到的该体系复合材料力学性能优异。CYD128/DMP-30/S-玻璃纤维帘子布复合材料σf最高为954.8MPa,τs最高为55.9MPa。CYD128/DMP-30/T700S-碳纤维帘子布复合材料σf最高为1057.4MPa,τs最高为66.7 MPa。
4 结 论
(1)CYD128/DMP-30体系是一种次中温固化体系,可在室温下固化,中温下后处理,具有优异的力学性能和耐热性,可作为于低成本、高性能复合材料基体。
(2)CYD128/DMP-30体系最佳固化工艺为50℃/2h+80℃/10h,浇铸体拉伸强度为66·3MPa,拉伸模量3·5GPa,弯曲强度156·7MPa,Tg为96℃。
(3)CYD128/DMP-30/S-玻璃纤维帘子布弯曲强度954·8MPa,短梁剪切强度55·9MPa; CYD128/DMP- 30/T700S -碳纤维帘子布弯曲强度1057·4MPa,短梁剪切强度66·7MPa。









 鲁ICP备2021047099号
鲁ICP备2021047099号