






5、拉挤成型 (Pultrusion)
(1)概要
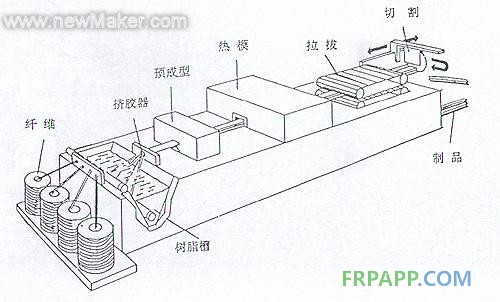
主要采用玻璃纤维无捻粗纱(使用前预先放置在纱架上),它提供纵向(沿生产线方向)增强。
其它类型的增强有连续原丝毡、织物等,它们补充横向增强,表面毡则用于提高成品表面质量。树脂中可加入填料,改进型材料性能(如阻燃),并降低成本。
拉挤成型的程序是
1)使玻璃纤维增强材料浸渍树脂;
2)玻璃纤维预成型后进入加热模具内,进一步浸渍(挤胶)、基本树脂固化、复合材料定型;
3)将型材按要求长度切断。
现在已有变截面的、长度方向呈弧型的拉挤制品成型技术。
拉挤成型将增强材料浸渍树脂有两种方式:
胶槽浸渍法:通常采用此法,即将增强材料通过树脂槽浸胶,然后进入模具。此法设备便宜作业性好,适于不饱和聚酯树脂,乙烯基酯树脂。
注入浸渍法(图6):玻纤增强材料进入模具后,被注入模具内的树脂所浸渍。此法适于凝胶时间短、粘度高、生产附产物的树脂基体,如酚醛、环氧、双马来酰亚胺树脂。
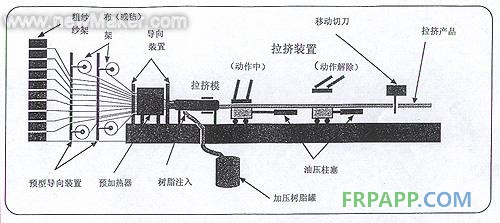
图6注入浸渍法
树脂:常用不饱和聚酯树脂、环氧树脂、乙烯基酯树脂、酚醛树脂;
纤维:拉挤用玻璃纤维无捻粗纱、连续毡、缝编毡、缝编复合毡、织物、玻纤表面毡、聚酯纤维表面毡等;
芯材:一般不用,现有以PU发泡材料为芯材,外为连续拉挤框型型材,作为保温墙板的。
(3)优点
1)典型拉挤速度0.5-2m/min,效率较高,适于大批量生产,制造长尺寸制品;
2)树脂含量可精确控制;
3)由于纤维呈纵向,且体种比可较高(40%-80%),因而型材轴向结构特性可非常好;
4)主要用无捻粗纱增强,原材料成本低,多种增强材料组合使用,可调节制品力学性能;
5)制品质量稳定,外观平滑。
(4)缺点
1)模具费用较高;
2)一般限于生产恒定横截面的制品。
(5)典型产品
建筑屋顶横梁、椽子、门窗框架型材、墙板、石油开采抽油杆、帐篷竿、梯子、桥梁、工具把、手机微波站罩壳、汽车板簧、传动轴、电缆管、光纤光缆芯、钓鱼竿、隔栅、汽车空调器罩、扩轨罩。
6、真空袋法法成型(Vacuum bag process)
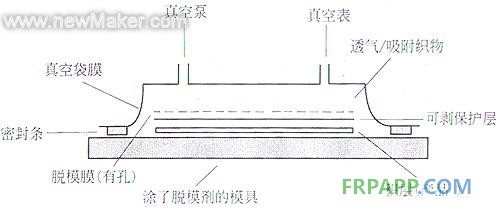
图7真空袋法成示意图
此法是手糊法与喷射法的延伸。将手糊或喷射好的积层在树脂的A阶段与模具在一 起,在积层上覆以橡胶袋,周边密封,在后用真空泵抽真空,积层从而受到不大于1个气压的压力,而被压实、成型。
(2)原材料
树脂:主要采用环氧树脂、酚醛树脂。不饱和聚酯树脂与乙烯基酯树脂则因真空泵将树脂中的苯乙烯(交联剂)过度抽出,可能会造成问题,故一般不用;
纤维:同手糊法;
芯材:任意。
(3)优点
1)采用普通的湿法铺层技术,通常可获得高纤维含量的制品;
2)可制造大尺寸产品;
3)产品两面光;
4)较湿法铺层浸胶孔隙率低;
5)由于压力,树脂流经结构纤维,纤维得以较好地浸渍树脂;
6)有利于操作人员健康和安全;真空袋减少了固化时逸出的挥发性物质。
(4)缺点
1)额外的工艺过程增加了劳动力和袋材成本;
2)要求操作人员有较高的技术熟练水平;
3)树脂混合和含量控制基本上仍然取决于操作人员的技术;
4)生产效率不高。
(5)典型产品
艇、赛车、芯材粘结、飞机鼻锥雷达罩、机翼、方向舵。
7、树脂膜熔浸成型(RFI-Resin Film Infusion)
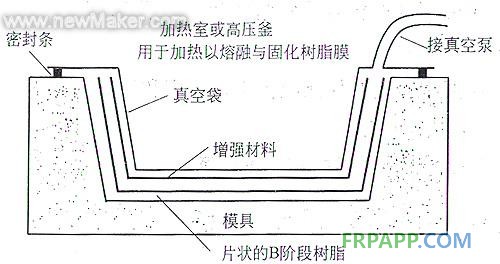
图8树脂膜熔浸成型示意图
将干强物与树脂片(树脂片系放在一层脱模纸上提供)交替铺放在模具内。铺层被真空袋包覆,藉真空泵抽真空,将干织物内空气抽出。然后加热,令树脂熔化并流浸已抽出空气的织物,然后经过一事实上时间即固化。
(2)原材料
树脂:一般仅用环氧树脂;
纤维:任意;
芯材:许多种芯材都可以使用,由于工艺过程中温度高,对PVC泡沫需要专门处理,以免泡沫损坏。
(3)优点
1)空隙率低,可精确获得高的纤维含量;
2)铺层清洁,有利于健康和安全(似预浸);
3)可较预浸法成本低,此为主要的优点;
4)由于树脂仅能过织物厚度方向传递,故树脂未浸到白斑区可较SCRIMP(西曼复合材料公司树脂参入成型法—Seeman Composite Resin Infusion Molding Process)少。
(4)缺点
1)目前仅用于宇航工业,还未推广;
2)虽然宇航工业用高压釜系统产非总是需要,但加热室和真空袋系统对于复合材料固化,总是不可少的;
3)模具要求能经受树脂膜片的工艺温度(低温固化即需60-100ºC);
4)要求所用芯材能经受工艺温度和压力;
(5)典型产品
飞机雷达罩、舰艇声纳整流罩。









 鲁ICP备2021047099号
鲁ICP备2021047099号