





本文主要叙述了短切原丝毡(简称短切毡)用玻璃纤维增强型浸润剂的试验研究过程,重点讲述了短切毡用原丝必须具备的性能,通过实验最终得出了同时满足拉丝工艺、烘干工艺和短切毡成毡工艺的玻纤增强型浸润剂。该浸润剂赋予原丝良好的集束性、切割性、分散性和快速的浸透性,并提出满足这些性能原丝的硬挺度必须适中,这样的原丝才能生产出优质的短切毡。
增强型浸润剂的组分主要包括成膜剂、润滑剂、抗静电剂和偶联剂等。成膜剂对玻璃纤维原丝的性能起着决定性作用,如集束性、切割性、分散性等。润滑剂主要用于改善浸润剂的拉丝作业性能,阳离子型润滑剂虽然可以降低玻璃纤维的静摩擦系数,但会给原丝的浸透性带来副效应。抗静电剂可使玻璃纤维难于产生静电,常见的无机抗静电剂有LiCl、LiNO,和NH。Cl等。使用偶联剂的目的是改善玻璃纤维与聚合物的界面状态,提高复合材料性能如强度、耐水性和耐老化性等,延长使用寿命。
短切毡用玻璃纤维增强型浸润剂除了必须具备良好的稳定性,满足拉丝等一系列作业性能外,还必须赋予短切毡原丝如下性能:良好的集束性、切割性,均匀的分散性和快速的浸透性,其硬挺度要适中,一般要求在115—125mm为最佳,这样的原丝才具有低静电性、平铺性以及良好的成毡性。本文以此为目标,通过大量的实验,研制开发出适合坩埚法拉丝作业的短切毡用玻璃纤维增强型浸润剂。
l 实验部分
1.1 原材料
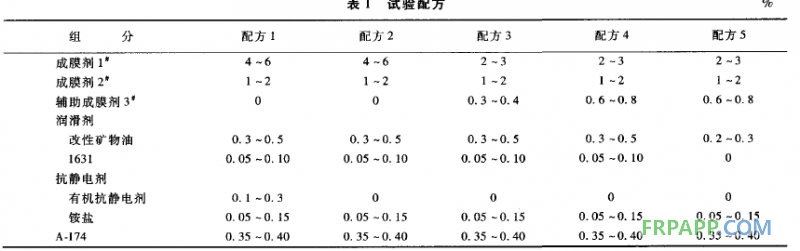
成膜剂1#:聚酯乳液;成膜剂2#环氧树脂乳液;辅助成膜剂3#:水性环氧树脂;润滑剂:改性矿物油和1631;抗静电剂:有机抗静电剂、铵盐等;偶联剂:A-174;pH调节剂:冰醋酸。
1.2试验仪器及设备
400孔坩埚拉丝漏板,变频拉丝机,排线器和涂油器等;大型鼓风式恒温烘箱,茂福炉,101-3型电热鼓风干燥箱,JB90-D型强力搅拌机,JA61001电子天平等。
1.3 浸润剂的配制
(1)试验配方
为了使拉制的原丝满足短切毡的生产需要,设计的试验配方见表1。
(2)配制工艺
称一定量的软化水,加入冰醋酸,调节好pH=3.0 -4.0,在搅拌下缓慢加入称量好的偶联剂,搅拌至溶液澄清透明备用。
称量好润滑剂,加入10倍热水(70—80℃),搅拌使其充分溶解,自然冷却至45℃以下备用。
称量好抗静电剂,加入10倍的软化水,搅拌使其充分溶解并过滤杂质,备用。
将成膜剂1#、2#分别称量好,加入3倍的软化水充分搅匀备用;称好34成膜剂,加入3倍软化水充分搅拌,使其溶解至溶液透明。
开启混合釜搅拌,按成膜剂、润滑剂、抗静电剂和偶联剂的顺序,将上述溶液依次倒入混合釜中,再加入余量的水,充分搅匀,取样测试固含量。
1.4测试方法
浸润剂固含量按CB11175的规定执行;单纤维直径按GB7690.5测定;原丝号数按GB7690.1测定;含油率按GB9914-88测定;含水率按GB11966-89测定;其它各项性能也按有关标准测定。
2 结果与分析
按照短切毡用原丝的性能要求设计的几种不同配方浸润剂,在相同配制工艺、拉丝工艺和烘干工艺条件下,拉制的原丝性能见表2。
用配方1浸润剂拉制的原丝,集束性、切割性、分散性均较好,短切丝光滑、不分叉、不开花,但其浸透性差,一方面由于浸润剂中使用了有机抗静电剂,另一方面由于其成膜剂的用量太多,原丝表面的浸润剂膜太过致密。配方2中没有使用有机抗静电剂,只使用了无机抗静电剂,原丝其它性能保持不变,浸透性却有了很大的改观,但其浸透性与目标值差距还很大,企标要求浸透速率≤40s,为此,对配方2中的成膜组分作了调整,称为配方3。配方3拉制的原丝浸透性得到了大大的改善,但其集束性、切割性、分散性都比配方2拉制的原丝差,原丝的硬挺度下降了,短切丝分叉,开花现象多。
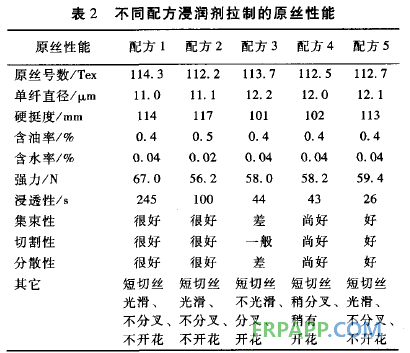
针对配方3的缺点,在其基础上增加了辅助成膜剂3’的用量,称其为配方4,在相同条件下拉制原丝,集束性有了很好的改善,从而改善了原丝的切割性、分散性,使短切丝分叉、开花现象减少,其硬挺度和浸透性与配方3拉制的原丝相当。为了进一步改善其浸透性,稍稍减少其润滑剂的用量,配制成配方5浸润剂。配方5浸润剂适合拉丝工艺,拉制的原丝集束性、切割性、分散性均较好,硬挺度有所提高,
短切丝光滑、不分叉、不开花,而且浸透性也有改善,基本与目标值相一致。
玻璃纤维原丝集束性的好坏,直接影响到原丝的硬挺度、切割性、分散性以及短切丝的分叉、开花情况,要保证原丝的质量,原丝必须有良好的集束性,这样才能保证原丝有适当的硬挺度;原丝的集束性除了与主、辅成膜剂有关外,还与润滑剂的选型、用量有关;原丝的浸透性直接决定毡的浸透性,因此,原丝的浸透性好,成毡后毡的浸透性就好,在不改变成膜剂的情况下,抗静电剂和润滑剂对原丝的浸透性也有一定的影响。一般情况下,润滑剂对浸透性具有副作用,因此,在不影响拉丝作业的情况下应尽量少用;使用无机盐类抗静电剂比有机抗静电剂拉制的原丝浸透性要好。
研究还表明,在其它组分不变的情况下,偶联剂的用量对原丝的硬挺度也有影响。偶联剂用量多,原丝的硬挺度高,相反则低,其关系可见图1。
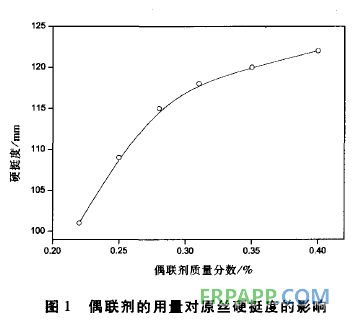
为了使原丝具有适当的硬挺度,保证其切割性、分散性,结合图1可知,浸润剂中偶联剂的用量一般控制在0. 35%一0.40%。
试验过程中所采用的拉丝工艺、烘干工艺和原丝的切割工艺都是在生产线上进行,因此放大试验只涉及到浸润剂的配制问题。经过几次调整后,配方5浸润剂适合坩埚法拉丝工艺,浸润剂静止72h无沉淀。采用配方5浸润剂做扩大试验,原丝基本保持良好的集柬性、切割性和分散性,快速的浸透性,短切丝光滑、不分叉、不开花,成毡性好,毡面均匀,不松散,毡的浸透性也好。因此,配方5拉制的原丝满足短切毡用原丝的要求,即配方5浸润剂满足设计要求。
3 结论
本文研究的短切毡用玻璃纤维增强型浸润剂配制工艺简单,放置72h无沉淀,满足坩埚法多排多孔、软筒多分束拉丝工艺要求,原丝分束率达80qo左右,满足烘干工艺和粉末型成毡工艺要求。使用该浸润剂生产的原丝,其集束性、切割性、分散性较好,硬挺度适中。成毡后,在不饱和聚酯树脂中具有良好的浸透性,在苯乙烯中完全溶解时间小于20s(企标要求≤40s),满足短切毡生产工艺要求。
试验过程中所采用的拉丝工艺、烘干工艺和原丝的切割工艺都是在生产线上进行,因此放大试验只涉及到浸润剂的配制问题。经过几次调整后,配方5浸润剂适合坩埚法拉丝工艺,浸润剂静止72h无沉淀。采用配方5浸润剂做扩大试验,原丝基本保持良好的集柬性、切割性和分散性,快速的浸透性,短切丝光滑、不分叉、不开花,成毡性好,毡面均匀,不松散,毡的浸透性也好。因此,配方5拉制的原丝满足短切毡用原丝的要求,即配方5浸润剂满足设计要求。
3 结论
本文研究的短切毡用玻璃纤维增强型浸润剂配制工艺简单,放置72h无沉淀,满足坩埚法多排多孔、软筒多分束拉丝工艺要求,原丝分束率达80qo左右,满足烘干工艺和粉末型成毡工艺要求。使用该浸润剂生产的原丝,其集束性、切割性、分散性较好,硬挺度适中。成毡后,在不饱和聚酯树脂中具有良好的浸透性,在苯乙烯中完全溶解时间小于20s(企标要求≤40s),满足短切毡生产工艺要求。









 鲁ICP备2021047099号
鲁ICP备2021047099号