






复合材料是由两种不同材料结合在一起形成的特性超过原本两种基体材料的新材料。早在古埃及时代,人类便用泥巴和麦秆结合形成最早的“复合材料”,强度超过泥巴和麦秆本身。
根据基体材料的不同,现代常见复合材料可被分为塑料基复合材料(本文仅限讨论塑料基复合材料)、金属基复合材料、陶瓷基复合材料等 ;塑料基复合材料又根据糅合入基体类的不同材料,分为碳纤维、玻璃纤维(俗称玻璃钢)、芳纶等材料。更有多种不同材料叠加,如碳纤维+铝合金、碳纤维+蜂窝材料、玻璃纤维+钛合金等材料。
复合材料可以根据强度设计要求,设计不同的纤维编织方向,选择单方向提高材料强度,分为平织、斜纹织、缎纹织等各种纤维铺设方向方法。同时,又可根据基体将塑料基复合材料分为热塑性复合材料和热固性复合材料 ;热塑性材料会在高温下融化为液体,并在低于融化温度后变为固体。这个过程可被不断重复,类似小的方冰块。热固性材料特性不同。足够的热量会产生化学反应,称为“交联”,材料会永远变形。热固即为“随热而固”。交联后,热固材料不会融化。过高温度,热固材料会烧焦,物理特性会降低。
复合材料与金属相比,具有以下特点 :减少重量,减少零部件数量,更高强度和刚性 ;更好耐冲击性,更好耐疲劳性,更好隔热和隔音性,更好防振和噪音衰减性,无电流腐蚀性;控制纤维方向,确定材料不同方向特性;生产复杂形状产品。
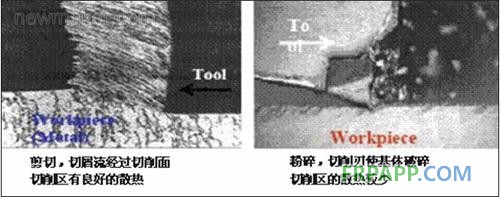
由于复合材料由两种或多种材料糅合在一起,且纤维的铺设方向、分层不同,所以对加工提出了更高挑战,在加工过程中容易产生以下问题:刀具快速磨损、毛刺过大、材料分层、剩余纤维未切除、加工过热等问题。
两种刀具的选择通常根据客户生产规模来定,如果是小批量多品种产品加工,可采用金刚石涂层刀具;如果是大批量定型产品,追求效率,可采用PCD刀具。加工常见碳纤维复合材料,金刚石涂层刀具铣削线速度约为200-400m/min,而PCD刀具铣削线速度可以达到400-800m/min。
复合材料广泛应用于航空航天,能源(风电叶片),汽车,运动器材,医疗,游艇等行业,主要目的为材料的高强度和低密度。如常见的碳纤维,强度接近高强度钢,而密度为2.4g/cm3,比铝合金密度还低;芳纶材料密度更低至1.3-1.4g/cm3。
随着复合材料生产成本的不断降低,产量大幅提升,其应用范围也越来越广,随之带来的加工挑战也不断增加,我们必须不断研制更多新型专用复合材料刀具,满足市场需求。










 鲁ICP备2021047099号
鲁ICP备2021047099号