






0前言
阴极电泳涂料以优异的耐腐蚀性能、高泳透率和高库仑效率而大量用作防锈底漆,尤其在汽车涂装方面[1]。用丙烯酸酯单体接枝[2,3],改性环氧树脂作阴极电泳涂料基体树脂,既有环氧树脂的高模量、高强度、耐化学品性及优良的防腐蚀性,又兼有丙烯酸树脂的光泽、丰满度、耐候性好等特点。以其为基料的树脂在汽车、建材、五金、家电等涂装领域得到广泛应用[6]。阴极电泳涂装发展于20世纪70年代,30多年的实际应用已显示出优质、经济及安全等优点,现已全面取代阳极电泳涂装,广泛应用于汽车及各类家电产品的表面涂装。电泳涂装过程中电泳工艺参数的选择合适与否,对电泳涂膜性能有很大影响,因而对电泳涂装过程的研究一直是国内外广为关注的课题,尤其是在大规模的汽车涂装线上[7,8]。本工作以环氧树脂为母体,接枝丙烯酸单体形成主体树脂,配以其他物质经离子化反应得到阴极电泳涂料,重点研究了电泳工艺参数对电泳涂膜厚度和性能的影响。
1试验
1.1阴极电泳涂料的制备
(1)环氧丙烯酸阳离子树脂合成在三口瓶中按
表1配比加入环氧树脂和25.0%二甲苯,加热并用JJ一4型六联电动搅拌器搅拌升温到110℃左右,在2h内滴加丙烯酸酯为0.4%~0.5%的引发剂过氧化苯甲酰(化学纯,BPO)及16.0%助溶剂乙二醇丁醚,降温至100℃左右,滴加主体树脂l2.5%二乙醇胺,在0.5h滴完,保温反应2h使树脂充分开环,降温至50℃左右用乙酸中和至pH=6.0左右,即得到丙烯酸接枝环氧树脂。
表1 主体树脂的基本配方
(2)涂料配制按表2配比将各组分加到球磨机中研磨1h,再加蒸馏水使固体分含量为16%,pH值为5.5~6.0,电导率为1400μS/cm,制得白色阴极电泳涂料。

表2 电泳涂料基本配方
1.2涂装工艺
1.2.1电极板磷化
将数块尺寸为50mm×80mm的镀锡马口铁板浸入工业乙醇中除油5~10min后放人15%工业盐酸中,摇动极板30s,去掉其表面的氧化层和镀锡层,水洗后用15%氢氧化钠溶液中和,然后用自来水冲洗干净,浸入pH=9的0.3%BT-020Y表调液中调整1mm,最后进行磷化。磷化工艺:5.0%LMF-B36型磷化液,0.1%促进剂LMF-A13,总酸度30~35点,游离酸度1.O~1.2点,磷化时间3min。1.2.2电泳涂装
将配制好的阴极电泳漆倒入电泳槽中,挂好阳极板和阴极板,阴阳极间距调至2~3cm,并全部浸入漆液中,保持其基体平行;开始接通电路,定时2min,电压90V,电泳过程中,不断搅拌漆液,防止沉降。
1.2.3涂装后处理
(1)水冼电泳后取出阴极板j用自来水冲洗至表面无浮漆为止,再用去离子水冲洗,之后将工件置于空气中,室温放置至涂膜表面指触干。
(2)烘烤涂膜无水滴时移入烘箱中,160℃干燥
30min,取出冷却后进行各项性能测试。1.3性能测试
(1)结构分析采用傅里叶红外光谱仪(Perkin-ElmerSpectrum-2000),溴化钾压片,测定范围500~4000cm-1,分辨率2cm-1。
(2)漆液固体分测定将1.0~2.5g电泳漆液在
105℃温度下烘3h,称重。

计算公式
(3)涂膜厚度用QDX漆膜多用检测仪测厚度。
2结果与讨论
2.1涂料的红外光谱(FTIR)
图1和图2分别为环氧树脂及其涂料的FTIR红外光谱。从图1和图2可以看出:两者的区别不大。3331cm-1是二乙醇胺中N-H伸缩振动吸收峰,羟基的吸收峰有可能与此吸收峰相重合;酰胺基的C=O伸缩振动吸收峰大约在1670—1640cm-1间,对应于1647cm-1处的吸收峰,丙烯酸酯中C=O伸缩振动吸
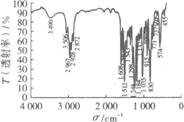
图1 环氧树脂FTIR谱
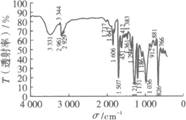
图2 环氧·丙烯酸酯共聚物FriR谱
收峰在1735cm-1附近,而在l717cm-1处有一个较弱且宽的吸收峰,这可能是其他物质在此附近的峰与C=O伸缩振动吸收峰相互影响而引起的;915cm-1处的吸收峰已消失,说明环氧基已全部开环[9,11]。









 鲁ICP备2021047099号
鲁ICP备2021047099号