





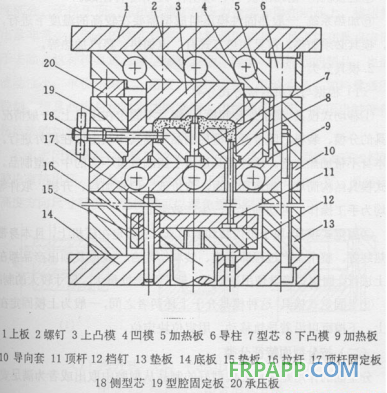
一、模具结构
典型模具结构如图3.21所示。它是由上模和下模两部分组成。上、下模闭合使装于加料室和型腔中的模压料受热受压,变为熔融状态充满整个型腔。当制品固化成型后,上、下模打开,利用顶出装置顶出制品。模具可进一步分为如下各个部件。
复合材料模压成型的模具结构及分类
①型腔 直接成“制品的部位。图示的模具型腔由上凸模 3、下凸模8、凹模4构成。
②加料室 指凹模4的上半部。
③导向机构 由布置在模具上模周边的四根导柱6和装有导向套10的导柱孔组成。
④侧向分型抽芯机构 模压带有侧孔和侧凹的制品,模具必须设有各种侧向分型抽芯机构,制品才能脱出。
⑤脱模机构 由顶出板17、顶出杆11等零件组成。
⑥加热系统 一般热固性模压成型需要在较高的温度下进行,因此,模具必须加热。
复合材料模压成型模具常见加热方式有:模温机加热、电加热、蒸汽加热等。

复合材料模压成型控温模温机
二、复合材料模压成型模具分类
(一) 根据与压机连接方式分类
①移动式模具 属于外装卸模具。模具不固定在压机上。一般情况下,模具的分模、装料、闭合及成型后制品从模具中取出均在机外进行。模具本身不带加热装置。这种模具适用于压制批量不大的中小型制品。移动式模具结构简单,制造周期短,造价低。但是加料、开模、取件等工序均为手工操作,劳动强度大,生产效率低。
②固定式模具 属于机内装卸的模具。它固定在压机上,且本身带有加热装置。整个生产过程即分模、装料、闭合、成型及顶出产品都在压机上进行。固定式模具使用寿命长,适于生产批量大,尺寸较大的制品。
③半固定式模具 这种模具介于上述两者之间,一般为上模固定在压机上,下模可以沿着导轨移动,用定位块定位。
(二)按分型面特征分类
分型面的作用是将已经成型好的制品从型腔中取出或者为满足安装嵌件及排气等成型的需要。
①水平分型面分型面平行于压机的工作台面。
②垂直分型面分型面垂直于压机的工作台面。
③复合分型面分型面既有平行于压机的工作台面的,也有垂直于压机的工作台面的。
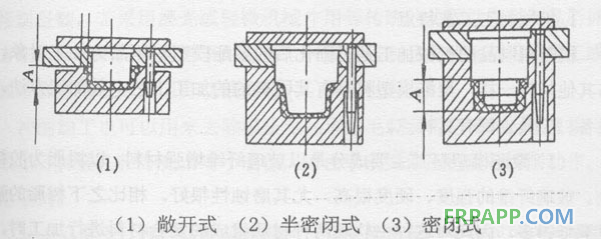
(三)按上、下模闭合形式分
复合材料模压成型的模具结构
①敞开式模具 如图3.22 (1)所示,该模具特点是没有加料室。此类模具结构简单,造价低,耐用,易脱模,安装嵌件方便。
②密闭式模具 如图3.22(3)所示。模具的加料室为型腔上部的延续部分,无挤压面。压机所施加的压力全部作用在制品上。模压料的溢出量非常少。制品的密实性好,机械强度较高,且飞边在垂直方向,易于去除。这种模具适合成型形状复杂、薄壁、长流程的制品,也适用于流动性小、单位压力大,密度大的模压料。其缺点是:加料量必须准确控制;模具凸模与加料室边壁摩擦,边壁容易损伤,在顶出时带有有损伤痕迹的加料室壁又容易将制品表面损伤。
③半密闭式模具 如图3.22(3)所示。该种模具型腔上有加料室,型腔内有挤出环,制品的密实性比敞开式模具成型的制品好,且易于保证高度方向尺寸精度,脱模时可以避免擦伤制品。
模具在压制过程中具有重要作用,典型模具由上模和下模两部分组成,上下模闭合使装于型腔内的模压料受热受压变为熔融态充满整个型腔。当制品固化成型后上下模打开利用顶出装置顶出制品件。压模可进一步分为如下各部件:型腔、加料室、导向机构、侧向分型抽心机构、脱模机构和加热系统。










 鲁ICP备2021047099号
鲁ICP备2021047099号