







环氧树脂紧跟快速HP-RTM的发展步伐:这台由英国专业的汽车制造商Penso Consulting公司使用的高压RTM设备,采用氰特公司的快速固化环氧树脂XMTM710来成型部件(图片来自氰特工业公司工业材料部门)
尽管热塑性塑料在实现汽车快速制造方面的价值已得到广泛认可,但新的热固性环氧树脂正在证明其加工速度与热塑性材料几乎一样得快。“但即便如此,每分钟一个部件的固化要求,正在将环氧树脂带入未知的领域,而且还不是所有的参数都能得到很好的理解。”Trans Tech International(美国田纳西州Loudon)的汽车行业顾问Gary Lownsdale如是说,他原先是Plasan Carbon Composites公司(美国密歇根州Wixom)的首席技术官。
突破极限
快速固化树脂与快速加工保持一致。目前,适合热固性复合材料的最快的加工方法包括:树脂传递模塑成型(RTM)、高压树脂传递模塑成型(HP-RTM)、湿法模压成型及预浸料模压成型(有和没有真空辅助)。对湿法模压成型而言,干的增强材料经树脂浸润后,被快速转到一台热压机上。比如,Plasan Carbon Composites 公司采用的快速模压成型技术被称作“RapidClave”,包括用热油来快速加热模具。作为一种混合式的部件生产方法,在RapidClave工艺中,可以包含通过注塑成型方式对热固性部件进行的包覆成型。
由于具有较高的粘接强度和模量、极小的蠕变、高韧性以及良好的疲劳性能,汽车复合材料的供应商们将研究重点放到了环氧树脂上(快速固化的聚氨酯是另一选择,并能够提供类似于环氧树脂的强度,但此文不会涉及)。他们所研究的树脂的化学成分已远远超越于传统可经受热压罐加工的航空级别的环氧树脂,而是为稳定的储存所配制。为了达到航空部件必须具备的非常低的孔隙率,那些系统要求温度呈梯度上升,以降低黏度,并在缓慢增加的压力下引发流动,以便去除挥发物并减小热应力。
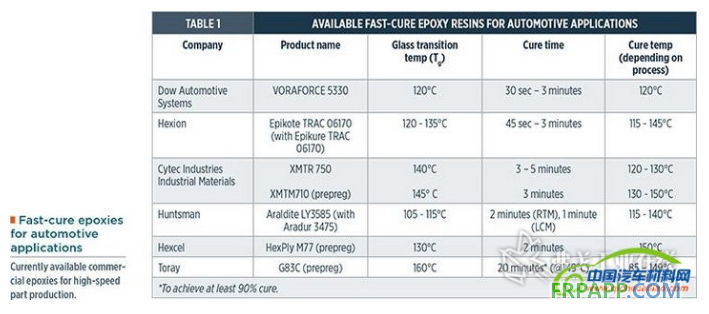
形成鲜明对比的是, 通过采用专用添加剂改变末端碳原子位的质子化作用或催化胺反应,极大地加速了快速固化环氧树脂的固化技术,从而获得了一种“thermolatent”系统——其表现是:针对特定时间长度的非常低的黏度,推迟了固化开始的时间,且易于流动从而能够完全润湿纤维增强材料。而且,当加工温度达到指定值时,能与固化剂快速反应。表中列出了本文所讨论的快速固化环氧树脂的重要信息。
快速固化环氧树脂
Lownsdale声称,虽然30s的固化周期听起来是令人满意的,但在实际制造部件以前,还有许多问题需要考虑:“你需要考虑所有的加工参数,根据如何实现部件的玻璃化转变温度(Tg),来确保树脂与实施的工艺相匹配。”除了交联程度外,他还指出,鲜为人知的是“动态黏度”,就是说,在加工过程中的所有温度和压力条件下,树脂黏度如何发生变化: “这是一个关键问题,而且行业中有很多混淆,可获得的信息很少,这是因为标准化的测试落后于新的工艺。”他提醒复合材料的加工商们要与他们的树脂供应商一起去研究这些未知数,以确保所生产的部件满足OEM的要求和期望。
因此,如何选择一种快速固化的树脂,以及它是否很好地适配于一种工艺,“这要归结为与供应商的合作,要相信他们是在一个选择的过程中引导你的选择,然后你才能提出正确的问题。”Lownsdale如是说。围绕液体的成型和预浸料的加工,围绕对快速固化趋势的看法,以及快速固化的产品、加工方面的考虑和汽车复合材料的发展方向等问题,《复合材料世界》与快速固化环氧树脂的生产商们进行了交流。
陶氏汽车系统公司(瑞士霍尔根)复合材料结构全球战略市场经理Peter Cate说,快速固化是由材料与模具温度的接触而引发的。单就快速固化而言,相对容易实现,但只有当树脂完全浸润了纤维预成型件时才有用。关键是要在材料未浸透预成型件之前,知道针对差异化产品的潜在因素或者胶化时间是什么。
陶氏于JEC Europe 2014展会中推出了其VORAFORCE 快速固化汽车环氧树脂浸渍树脂平台,包括“workhorse”5300级别和几个发展中的级别,以满足客户的需求。Cate声称,VORAFORCE能提供30 s的固化时间,同时该树脂的潜在特性结合低黏度(只有10 MPa/s), 最大程度地提高了浸渍速度。尽管能够被用于车身板,但该树脂主要是为了用在HP-RTM加工的结构复合材料中,以取代钢和铝。Cate说:“我们树脂的低黏度和潜在的因素,允许较大的部件在一次注射中即可得到浸润。”他补充道,环氧树脂的“热稳定性和化学稳定性”允许采用较少的材料实现最佳的设计。
陶氏表示,通过采用克劳斯玛菲(德国慕尼黑)或康隆(Cannon)(意大利Peschiera)的设备开展研究,湿法模压成型将“对树脂的应用”从固化步骤中分离出来,使得成型周期只有30s。但该技术只适合于成型不太复杂的部件,最好是相对平的或略带弧度的部件。对于更复杂的部件,RTM是最好的选择。陶氏目前在一款未命名的欧洲车型上拥有一个部件,更多的几个将在不远的将来实现商业化,包括针对北美和亚洲的几个车型项目。
帝斯曼复合材料树脂公司(瑞士沙夫豪森和荷兰兹沃勒)已更新了该公司的RTM 树脂,商品名为“Daron”, 目标是实现汽车结构部件的快速加工。“新系列的树脂实际上由3种树脂组成,每一种都拥有特殊的性能,但全都表现出了速度上的优势以及针对特殊设计的协调能力。”帝斯曼市场及外部沟通经理Thomas Wegman说。如表所示,120、150和 200这3个级别对应的是提高的玻璃化转变温度(Tg)和耐温性,其中,Daron 120是单组分系统,而更高温度的级别是双组分系统。

为未来的商业化产品所做的试验:陶氏汽车系统内部的复合材料开发中心(位于瑞士)装配了高压RTM 机器,用于开发其VORAFORCE 快速固化环氧树脂(图片来自陶氏汽车系统)
低黏度的Daron能提供相当于环氧树脂的性能,起初是作为不饱和聚酯与聚氨酯的独特混合物而得到开发。据介绍,该混合系统由一种不饱和聚酯多元醇(A)组分和一种MDI类型的异氰酸酯(B)组分组成。帝斯曼表示,该树脂的化学组成提供了高断裂韧性和良好的抗冲强度,能快速浸润,并与所有的纤维类型相兼容。Wegman说, “Daron 对工艺和纤维的变化相对不太敏感,并能够很好地浸润碳纤维。”他指出,较短的加工节拍,可以根据部件的复杂性和成型工艺,通过改变模具温度和催化剂的类型而得到订制,而且很少或者没有后固化的需要。一种有效的内部脱模系统确保了批量生产中的无障碍脱模。
根据OEM对Daron的应用,Wegman说,该树脂目前正在得到评估,但没有讨论细节。按照他的说法,ESE Carbon公司(美国弗罗里达州迈阿密)采用Daron 200 去制造一种后市场用的全碳纤维汽车车轮,据说这款目前最轻的碳纤维车轮只有5.2 kg,并拥有1746 kg的最大额定轴载。该车轮采用ESE Carbon公司专利的下一代热压罐工艺(Next Generation Autoclave Process,简称“NGAP”)被制成,该工艺将高速热压罐固化与液体灌注组合在一起。该公司总经理Eric Escribano说,ESE Carbon公司选用 Daron,是因为其黏度低、固化化学成分可调整、对碳纤维增强材料有良好的润湿性以及在高温下良好的力学性能。
“我们看到了复合材料在结构部件中的更多应用,宝马就是一个很好的例子。为了充分利用纤维的性能实现减重,我们正在研究采用碳纤维的片状模塑料(SMC)解决方案。”Wegman总结说。
保持纤维结构的完整无缺
瀚森公司(美国俄亥俄州哥伦布)提供一系列得到优化的快速固化环氧树脂、固化剂和预成型粘结剂已有多年,而且随着结构复合材料项目的发展而一直与客户保持合作。瀚森公司的全球交通部门领导Francis Defoor说,“环氧树脂的性能优势能够满足安全要求以及轻量化的目标。悬架系统,如板弹簧和螺旋弹簧,是较好的应用对象。”
特别值得一提的是,瀚森的Epikote Resin TRAC 06170树脂与Epikure固化剂 TRAC 06170,主要针对采用RTM或湿法模压成型的结构部件而开发。根据部件的大小和复杂程度,这一组合使得“部件-部件”的节拍时间不到1min.。Epikote Resin TRAC 06400 系列还适用于快速固化的预浸料,在130℃下固化时,固化时间只有90s。
“其结果是快速的循环、快速的脱模以及对玻璃纤维、碳纤维和芳纶纤维的完美粘接。”他补充说,秘密是对树脂的化学成分完全进行了重新设计,通过对加工条件的“严格控制”以及对黏度和反应性的优化平衡而得以实现。
瀚森的Epikote TRAC 06720是一种可固化的预成型粘结剂,能够在注射前或注射期间最大程度地减少纤维的变形。Defoor 说,它与RTM的环氧树脂基体完全兼容,与部件一同固化,而且允许使用少量的预成型材料,适合于更快的铺层和更快的填充速度,这是因为纤维被粘结剂牢固地固定住了。据说,一家高级的德国汽车制造商将瀚森的快速固化环氧树脂用于一款跑车的几种结构部件,包括平的和更为复杂的形状。
“与推动新的工艺进入一个成熟的行业不同,我们正在试图与汽车行业的伙伴合作,来确定可支持他们现有制造工艺和生产速度的最佳方法。”亨斯迈先进材料公司(美国德克萨斯州伍德兰兹)汽车市场经理Adam Harms声称。特别地,湿法模压成型的速度使得一级制造商能够更加密切地模仿现有的片状模塑料(SMC)成型或金属的冲压工艺。在过去的几年中,该公司已与宝马公司就宝马i3量产车项目展开了合作,该项目在高压RTM工艺中采用了亨斯迈的Araldite LY 3585树脂连同Aradur 3475固化剂。
“Aradur的化学成分使我们能够针对一个特殊部件、为实现最佳反应而调整材料的化学组成。”Harms补充说,“随着树脂系统和工艺的不断进步,OEMs 现在能够将复合材料用于更多的部件。” 在一些可能于2017年启动的项目上,欧洲的几家OEMs对亨斯迈的产品展开了评估。
适应汽车要求的预浸料
赫氏公司(美国康涅狄格州斯坦福)提供一种快速固化的预浸料,商品名为“HexPly M77”。对于一个5mm 厚的部件,该预浸料在150℃、80 bar的压力下循环时间只有2min.。HexPly M77的低粘度使得该预浸料通过激光切割机即可被切割成精确的形状,然后由机器人进行定向、组合并合并成一个平的预成型件。其125℃的玻璃化转变温度(Tg),对于一个较快的生产周期而言,可使固化部件在热态下脱模。据介绍,M77可在室温下长时间保存,有助于制造商们实现他们的精益生产目标。
该公司商品名为“HexMC”的环氧碳纤维模塑料(由HexPly M77制成)也已被汽车行业所采纳。对于一个4mm厚的部件,在150℃下,从闭模到开模的一个完整的循环时间是120 s。而对于复杂的部件形状,较低的黏度和凝胶时间使得树脂流动起来并贴服模具轮廓,同时排空空气。M77预浸料和HexMC(基于M77)主要用于结构性的白车身部件以及要求显露碳纤维纹理的外观部件。HexPly M77 能够被用于之后要进行喷涂的车身板。虽然兰博基尼作为赫氏的一家知名客户而将90min.固化的产品用于其Aventador LP700-4车顶部件,但赫氏说,其固化速度更快的产品对于批量生产应用而言具有更大的竞争力。

亨斯迈快速固化环氧树脂
用于i3的快速固化:在亨斯迈的复合材料实验室中,亨斯迈的员工正在检测一个采用Araldite LY 3585/Aradur 3475快速固化环氧树脂系统制成的汽车部件。该环氧树脂材料被用于采用高压树脂传递模塑成型(RTM)工艺生产的宝马i3量产车上。而且该公司表示,现在已经可以应用其第二代的材料(图片来自亨斯迈先进材料公司)
东丽复合材料(美国)公司(美国华盛顿州塔科马)的Felix Nguyen博士是东丽复合材料研究实验室的首席研究科学家,他说,该公司的G83C预浸料(被用在波音787项目上)对于热压罐工艺和先进的快速循环加工方法而言都是“非常强大而灵活”的:“基于能够平衡好树脂流动与固化动力学的快速固化的特性,该材料对于高产量的A级表面汽车部件是理想的选择。”的确,Plasan Carbon Composites 公司将该材料用于雪佛兰克尔维特和道奇Viper等跑车项目已有几年了。尽管该产品的数据表显示的是20 min.的保守固化时间(根据固化温度),但Lownsdale声称,G83C材料在Plasan的RapidClave机器加工中,能够以非常快的速度,在不到6min.的时间内固化。他同时表示,更快的固化也是可能的。

热压罐品质无需等待:Plasan Carbon Composites的RapidClave 工艺被用于成型东丽复合材料(美国)公司提供的G83C 快速固化环氧预浸料,这种性能得到优化的材料被用于波音787 Dreamliner飞机上(图片来自Globe Machine Mfg公司)
东丽在美国塔科马的研究实验室承担着复合材料在航空以及汽车、健身器材和工业领域的应用开发和扩展工作,并期待着参与到最近成立的先进复合材料制造创新联盟(简称“IACMI”,美国田纳西州诺克斯维尔)的工作中。“我们目前正在预浸料供应链中寻找合作伙伴,并向IACMI提出了一个项目,以应对‘面向汽车结构应用的快速固化预浸料’的挑战。”该公司将推出有关G83C的更多汽车应用。
为量产而平衡的特性
就树脂开发而言,氰特工业公司工业材料部门(英国德贝郡Heanor)的研发主管Mark Steele介绍说,一项历时18个月的研发项目,使他们针对汽车白车身主、次结构的应用而开发出了一些不到3min.即可固化的环氧树脂化学原料(见表)。但氰特的全球汽车总监Alexander Aucken指出,其真正的扩展使命远远超出了树脂配方:“快速固化材料只是该解决方案的基础部分,但汽车行业所需要的远不只是一种快速固化的树脂。”实现量产,需要在技术上和商业上达到平衡。在制造和加工中应用的材料和设计,必须共同创造出最具有成本效益的解决方案。影响这一问题的技术因素不仅包括树脂的加工时间、韧性和玻璃化转变温度,还涉及对预成型的要求,如高悬垂性织物、成本可接受的碳纤维、自动化技术、回收与可持续性等。“我们正与重要的联盟合作伙伴一起,开发能够解决所有这些问题的汽车基础性技术。” Aucken补充说,“我们投资数百万美元建成的新的应用中心,将向OEMs和他们的供应链展示‘将碳纤维部件的制造整合到他们目前的基础设施中’的方法。”
IACMI 的首席商业官Dale Brosius说,新的合作是在解决这些问题的过程中产生的:“我们需要特别针对汽车应用的碳纤维等级,还需要得到改进的建模和仿真工具,以便于工程师和制造商访问,从而实现‘设计和加工’的端到端的模拟。”
放远视野
树脂生产商们已经认识到,要将树脂系统整合到全新的生产系统中,需要超越于配方而迈出更大的一步。按照氰特公司的说法,新的技术必须包括自动化的预成型系统、减少废料的战略、材料的回收利用以及成本可接受的大丝束碳纤维。
满足汽车应用的快速固化热固性材料将得到持续改进。陶氏的Cate说, “我们发现,汽车行业的客户们在计划采用复合材料方面变得越来越大胆,从而要求工艺和化学原料必须适应这一步伐。”他补充道,环氧树脂系统在金属模具上可能是腐蚀性的而且是难加工的,因此供应商们正在努力,试图生产出更良性的配方,以便在设备上更易于成型,这将有助于确保生产效率,而不会出现因维修导致生产的停顿。
瀚森公司确信,复合材料将在能够带来更大功能性的应用中被采纳,如更好的抗疲劳性,同时又能确保更快的循环周期。

大批量生产的悬架组件:瀚森的“快速固化” Epikote Resin TRAC 06170树脂已被用于为奥迪A6 Avant 2.0 TDI Ultra车型创造一种复合材料的螺旋弹簧。该弹簧由S.ARA Composites SAS制成, 该公司是SOGEFI集团的一部分。瀚森的Epikote TRAC 06720 可固化预成型粘结剂,在160℃下固化,有助于使部件的预成型件完好无损(图片来自瀚森公司)
亨斯迈的Harms表示,与复合材料设备制造商的合作,主要是为实现更快的循环周期而联合开发化学原料和工艺,以实现不到1min.的循环时间,并与目前的汽车制造工艺展开竞争。
赫氏确信,预浸料和模塑配混料将得到进一步发展,从而拥有甚至更短的固化周期和更高的玻璃化转变温度(Tg),同时可减少收缩并具有更好的粘接性。《复合材料世界》表示,新的预浸料快速固化成型对于A级表面和非A级表面的结构应用而言是迫切的。东丽的Nguyen说, “技术上的挑战是,要同时实现‘快速固化与热/力学性能’,这是非常困难的,因为它们是此消彼长的属性。”
Brosius最后总结说:“复合材料的供应商们不必遵循宝马i3和i8的例子,宝马正在其新的7系列平台上采用的碳纤维方式,对于采用多材料体系的汽车而言,可能提供了一种更为实际的减重路径。”甚至高产量的小型复合材料部件,也对复合材料行业带来了明显的巨大机遇。总之,对汽车复合材料的展望更多是美好的。










 鲁ICP备2021047099号
鲁ICP备2021047099号