





碳纤维气瓶制造过程
材料:T700碳纤维,6061铝合金金属内衬,外径404mm,全长668mm,筒身段厚度1.6mm
工艺:数控缠绕机在金属内衬表面缠绕成型复合材料气瓶,缠绕完成后筒身段复合材料层厚度为10mm,采用烘箱旋转固化成型。
高压气瓶缠绕成型工艺
在高压储气瓶加工过程中,CFRP多采用碳纤维缠绕工艺。在纤维缠绕成型过程中,碳纤维丝束在张力作用下围绕旋转心轴不断发生缠绕,逐渐形成圆柱形结构。
高压储气瓶中CFRP采用纤维缠绕工艺分为两种:
一是干法缠绕
它是以经过预浸胶处理的预浸带为原料,在缠绕机上经加热软化至粘流态后缠绕到芯模上,示意图如图1所示。
由于预浸带中纤维和树脂含量比例控制较好,因此干法缠绕工艺可以精确控制产品质量,而且生产效率高,缠绕速度可达100~200m/min。但是,由于预浸料成本较高,再加上干法缠绕设备较贵,因此在强调成本为主的高压储气瓶领域,该方法应用较少。
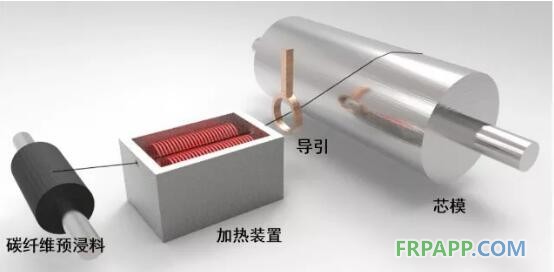
图1 碳纤维干法缠绕示意图
另外一种方法是湿法缠绕
它是指将碳纤维丝束在特定浸胶装置中浸渍处理后,再在张力控制下直接缠绕到芯模上,示意图如图2所示。
湿法缠绕中纤维离开浸渍装置后易于将树脂带出,从而导致树脂浪费,为了避免该现象,湿法缠绕速度往往比较慢;同时,由于树脂不断损耗,导致树脂与碳纤维比例难以控制。而且一般湿法缠绕工艺中伴随着溶剂挥发,会导致工作环境产生异味。
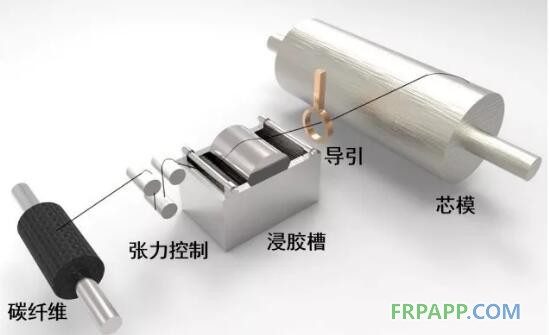
图2 碳纤维湿法缠绕示意图
除了上述明显缺点,湿法缠绕工艺与干法缠绕相比也存在一些显著优势:首先是生产成本较低,约比干法缠绕低40%;其次是产品气密性好,在缠绕过程中,通过张力控制可以使多余的树脂胶液将气泡挤出,并填满空隙;最后,湿法缠绕时,碳纤维表面浸渍的树脂胶液可有效减少纤维磨损。其实单从成本而言,湿法缠绕就具有明显优势,因此是目前高压储气瓶最常用的加工工艺。
那么这种气瓶是装什么的呢
碳纤维复合材料压力容器的结构主要包括内衬层和碳纤维复合材料层,内衬主要作用为存储、防漏和防化学腐蚀,而复合材料层则是压力的主要承载体。
碳纤维复合材料层是由碳纤维及基体组成,其中,碳纤维是增强相,基体则可以起到传递载荷、固化及保护碳纤维材料的作用。将浸过树脂胶液的碳纤维按照特定的方式缠绕到内衬上,经固化、自紧等工序后,便获得碳纤维复合材料压力容器。
自20世纪80年代碳纤维增强铝合金内衬压力容器问世以来,碳纤维复合材料压力容器的研究取得了很大进展,应用也越来越广泛。

当前,碳纤维复合材料压力容器主要应用有:医疗呼吸器系统,包括家用及医用氧气呼吸器, 用于消防的自给式正压空气呼吸器及救援用压缩氧气循环式呼吸器等;航空航天领域,包括飞机逃生滑梯充气装置、弹射座椅以及壳体等;新能源汽车领域,包括钢内胆碳纤维环向缠绕钢复合材料气瓶(CNG-2)、铝内胆碳纤维全缠绕复合材料气瓶(CNG-3)、 塑料内胆全缠绕复合材料气瓶(CNG-4)等压缩天然气储气瓶、 高压储氢气压力容器等。

车载气瓶
缠绕高压气瓶具有比同体积、同承压能力的钢气瓶轻、耐腐蚀性好,不污染充装介质优点,使其在汽车、航空、医疗卫生、家庭保健、消防、矿山抢险、气体分析以及特殊装备方面得到广泛应用。










 鲁ICP备2021047099号
鲁ICP备2021047099号