






1 前言
拉挤成型于1951年首次在美国注册专利, 60年代发展缓慢,70-80年代进入快速发展阶段。我国起步则较晚,直到90年代随着拉挤专用树脂技术的引进,生产才进入快速发展时期。
目前,随着我国对不饱和聚酯树脂拉挤成型工艺的深入研究,人们对不饱和聚酯树脂拉挤成型固化系统提出了越来越高的要求,如:提高拉挤成型的速度以提高生产效率,提高树脂体系的固化度以提高产品的强度。本文介绍了两种确定拉挤成型固化系统及其比例的方法,并得出了优化的拉挤成型的固化系统方案。该方法能够用于不同的固化体系之间的对比,从而确定较优的固化体系,使得生产效率和产品性能得到提高。
2 实验部分
本文借助高温油浴对金陵帝斯曼树脂公司生产的 P61-972拉挤专用树脂进行高温反应性测试,从而达到模拟拉挤生产工艺的目的,以探索拉挤工艺固化系统。
2.1 实验方法
方法一:称取100g树脂,加入一定量的固化剂,混合均匀后倒入试管中(约8 mm高度),插入热电偶,然后将试管插入一定温度(如 80℃,120℃, 150℃等)的油浴中,开动记录仪记录反应性(即树脂温度随时间变化曲线,据此曲线可得出凝胶时间、固化时间、放热峰温度等固化参数)。要求试管的内径尽量与所要成型的拉挤制品厚度相等或接近,且试管壁要薄,这样树脂在试管中的固化行为与在拉挤成型模具中较为接近。若不能满足此条件,也可进行模拟试验,只是与实际生产情况略有差异,可用来进行不同团化剂系统配方的对比及筛选。此方法的特点是简单易行,切实有效。本文采用的便是此法,试管的直径较大,为模拟厚壁制品试验。
方法二:方法一为一模拟拉济工艺试验方法,若要进行更准确的模拟试验,可按如下方法进行:称取一定量的树脂,加入适量的固化剂,混合均匀后用此含固化剂的树脂手糊与所要成型的型材等壁厚的玻璃钢,控制此玻璃钢中的树脂的质量分数为30%并将一热电偶埋入到此玻璃钢的中间壁厚处。然后将此玻璃钢放入一个一定温度(如 120℃,140℃)的金属模具中,同时开动记录仪记录反应性。此法虽然比方法一更接近拉挤工艺,但要制作金属模具、玻璃钢,因而不如方法一经济简练,但所得到的实验结果与拉挤成型工艺一致,可以直接指导生产。
2.2 实验内容
2.2.1 模具入口温度的选择
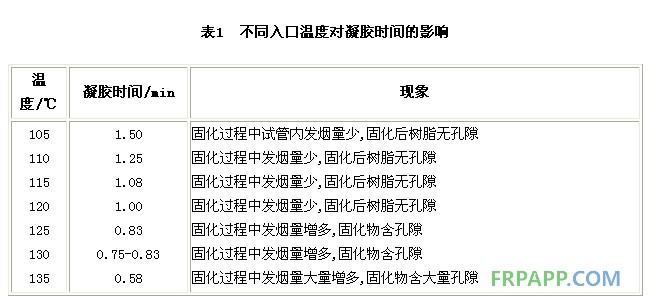
采用方法一进行配料,混合,观察树脂在试管中的固化反应现象,见表1。
固化过程出现的烟雾系苯乙烯挥发产物。苯乙烯的沸点为 146℃,当温度超过125℃时,可见苯乙
烯挥发量明显上升,这是起始高温加上反应本身放热的结果,导致苯乙烯开始在试管中沸腾,从而使固
化物中含有孔隙。因此拉挤工艺的模具人口温度定为120-125℃,不宜超过 130℃。
2.2.2 固化体系选择
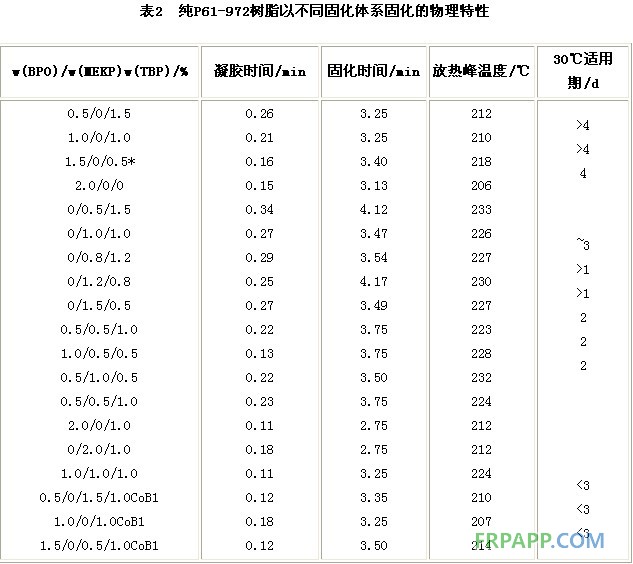
本文选择BPO、TBP、MEKP,以及钻盐促进剂,进行适当组合作为固化体系。对于其他的固化剂体系也可以采用本文描述的方法进行模拟试验。以不同固化体系固化纯P61-972树脂的物理特性如表2所示。其中室温为28-31.5℃,反应温度120℃;凝胶时间为树脂温度从103.3℃增长到125.6℃的时间;固化时间为开始试验(即将试管插入油浴时)到出现放热峰Tmax的时间;放热峰为树脂反应过程中记录仪记录的最高温度。
当P61-972中加入重质碳酸钙(P61-972与重质碳酸钙质量比为30:70),模拟拉挤工艺中含树脂30%,测试温度为120℃,其结果如表3所示.在150℃下测试时,其结果如表4所示。

由表2、3、4可见,带有*号的固化体系凝胶时间较短,固化速度较快,可认为是较好的固化剂体系及配比。
3 结果与讨论
3.1 关于适用期
由表2知,常温下适用期与固化剂的种类有关,BPO/TBP体系的适用期最佳(为4d),含MEKP的体系的适用期与之相比较短,且随着固化体系中MEKP量的增长,适用期进一步缩短.
3.2 关于固化体系
在本文所选择的固化剂中,BPO/TBP(有时BPO/MEKP/TBP)体系无论是凝胶时间,还是固化时间都最短.这可以从表5听一组数据中得到解释.
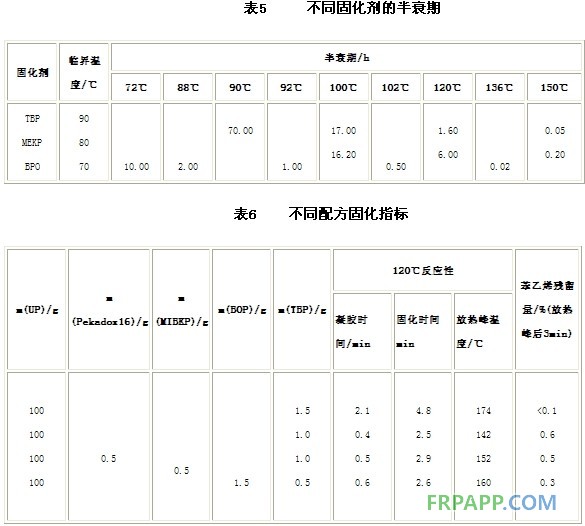
由上表可知:BPO无论是临界温度还是同样温度下的半衰期都是最短的,这点解释了BPO/TBP体系是最佳固化体系的结论.那为什么不单用BPO体系呢?这是因为除了要考虑一个固化速度外,还必须要考虑一个固化度的问题.因为BPO作为起动剂,能够在较低的温度下分解出自由基,起到起始引发作用,保证体系能够快速凝
胶,但这种固化剂在高温下分解很快,其分解出的自由基不能足够有效地使体系彻底固化,所以,固化体系中还应包含另外一种低活性固化剂,它能够在高温下引发固化,使体系固化完全。选择TBP作为高温固化剂,保证树脂在拉挤制品出模后冷却到低温之前这么短时间内有一个很高的固化度,从而保证制品优秀的机械性能。
在欧洲较常用的低温固化剂有:过氧化二碳酸二特丁基环己酯(如阿克苏诺贝尔Perkadox 16)和过氧化甲基异丁酮( MIBKP)(如阿克苏诺贝尔的Trigonox HM),其临界温度分别为40℃和50℃。我们若采用BPO来代替上述两种低温固化剂,并适当调节模具人口温度,也能起到类似作用。
可见 BPO/TBP固化体系与 Pekadox 16/TBP和MIBKP/TBP固化体系相比,在快速凝胶、快速固化、高固化度(低苯乙烯残留)等方面仍不失为一个好的固化体系(需对模具温度适当调整).
综上所述认为, Pekadox 16/TBP和 BPO/TBP为较好的固化体系。
3.3关于温度控制
a.由表1数据认为,起始模具人口温度选定120℃为佳。
b.TBP在不同温度下的半衰期不同,而在150-160℃时的最佳半衰期适合拉挤工艺(150℃的半衰期为3 min),而且,150-160℃这一温度范围恰又与含 30%树脂时的反应放热峰值相符。因此,选此温度作为模具中后段温度为宜。由于通常使树脂的放热峰出现在模具长度的 80%处,据此便可确定拉挤工艺速度为模具长度 X 80%、固化时间。
c.考虑到FRP制品的模量与温度有关,而拉挤制品出模后要承受强大的牵引力,出模运行一段距离后还要承受强大的夹持力,必须有足够高的模量才行。出口温度一般选择这样一个温度,在此温度下, FRP模量为5 GPa左右。不同的树脂具有不同的热变形温度,在同一高温下也具有不同的模量,因而,模具出口温度就会固树脂而异。对于P5,模具出口选择100℃,对于 A400和 P61,则选择125℃。
4 结论
a.金陵帝斯曼树脂有限公司生产的拉挤专用树脂具有很高的反应活性,特别适合于拉挤制品的生产。
b.在制定拉挤工艺参数或选择拉挤树脂及固化体系时,拉挤模拟试验是一个经济、快速、有效的试验方法。
c. AKZO公司生产的 Perkadox历是较好的低温固化剂,可以采用Perkadox 16/TBP固化体系,或采用BPO/TBP固化体系均可达到较好的拉挤速度和固化程度。若将上述两种固化体系结合在一起,即Pekadox 16/BPO/TBP则可进一步提高拉挤速度,提高生产效率,提高拉挤制品的质量。









 鲁ICP备2021047099号
鲁ICP备2021047099号