





前言
与传统金属材料相比,复合材料具有密度低、比强度和比模量高、可设计性强、抗疲劳性能好、耐腐蚀性能好和结构尺寸稳定性好等优点,在航空领域获得了广泛的应用。从20世纪70年代开始,复合材料就首先在军用飞机上少量使用,到了80年代已在民用飞机上进行了试用。应用基本是从非承力结构到次承力结构最后到主承力结构,从部位来说是从尾翼到机翼最后到机身。随着技术的不断成熟,复合材料在飞机上的用量越来越多,减重效果也越来越明显。截至2008年,波音B787飞机上复合材料的用量已突破性地达到了50%,其后空客公司制造的A350飞机上复合材料的用量将达到52%,这些都充分表明复合材料在航空上的应用与发展已达到一个飞速发展的阶段[1]。
长期以来,限制复合材料在飞机上扩大应用的原因主要有2个:一是技术成熟度没有金属高;二是复合材料成本太高,复合材料构件的成本远远高于铝合金构件。要想扩大复合材料在航空上的应用,就必须降低复合材料的成本。欧洲、美国、日本和澳大利亚等从1986年开始先后启动了TANGO(Technology application to the near-term businessgoals and objectives of the aerospace industry)、ALCAS(Ad-vanced and low cost airframe structure)、ACT(Advancedcomposite technology)和CAI(Composite affordable initia-tive)等计划,开展了降低复合材料成本的织物预成型技术、液体成型技术(RTM、RFI)、自动铺带技术、自动铺丝技术、电子束固化等低成本制造技术的研究。通过验证,实现了复合材料在主承力结构上高质量、低成本应用,使复合材料用量达到飞机结构质量的20%~30%,减重20%~30%,降低成本10%~20%[2]。
本文旨在通过介绍国内外复合材料低成本制造技术的发展现状,如自动铺带技术、自动铺丝技术、低温固化预浸料技术、电子束固化技术、液体成型技术结合纤维编织及缝编技术和树脂膜渗透成型技术(RFI)的原理及工艺过程,并列举空客公司最新飞机A380使用RFI工艺制造后压力舱隔板的工艺过程,进一步促进复合材料在我国航空及相关领域的应用。
1 自动铺放技术
自动铺放技术是近30年来快速发展和广泛应用的自动化制造技术,包括自动铺带技术和自动铺丝技术。这两项技术的共同优点是采用预浸料,并可实现自动化和数字化制造,高效高速。自动铺放技术特别适用于大型复合材料结构件制造,在各类飞行器尤其是大型飞机的结构制造中所占的比例越来越大[3]。其中自动铺带技术主要用于大尺寸、中小曲率的部件,如机翼、壁板构件等的制造;而自动铺丝技术主要用于大曲率部件,如机身等的制造[4]。
1.1 自动铺带技术(Automatic tape laying)
自动铺带的基本过程为:先将带有隔离纸的单向预浸带在铺带头中切割成要求的尺寸,然后将其在压辊的作用下铺贴到模具表面,最后自动去除隔离纸。铺贴过程中为保证预浸料的粘性,必要时还可以对预浸带进行加热。该技术的关键是自动铺带机。国外从20世纪70年代中期开始研究自动铺带机,1983年第一台自动铺带机投入商业使用,F16战斗机80%的蒙皮由其铺贴。但早期设备只能铺放单曲面形体,预浸带带宽仅为75mm,可切割角度变化范围小。随着需求的不断增加,开发出了第二代铺带机(带宽300mm,可铺贴大平面制件)和第三代铺带机(可以铺贴复杂双曲面)。目前国外自动铺带机的主要制造商有美国的Cincinnati、法国的Forest-Line和西班牙的M Torris公司等。最新的10轴铺带机一般带有双超声切割刀和缝隙光学探测器,铺带宽度最大可达到300mm,生产效率达到1000kg/周,是手工铺贴的数十倍。
目前国外几乎所有的大型复合材料壁板结构都采用自动铺带技术铺贴。图1为自动铺带机工作过程及其铺贴的典型零件的照片[2,4-8]。

我国自动铺带技术的发展也比较迅速。2004年起南京航空航天大学与中国一航材料院联合开发自动铺带技术,完成了小型铺带机试制、专用预浸带技术研究和基于Auto-CAD的初级CAD/ACM软件开发,并着手研制中型自动铺带工程样机,为研制具有自主知识产权的自动铺带技术奠定了基础。“十一五”期间,中国一航制造所、成都飞机工业公司和南京航空航天大学合作开展了6m×20m大型工业自动铺带机研制工作,通过引进铺带头关键技术,将在“十一五”末期研制出大型工业化自动铺带机,用于研制新一代飞机和大型飞机的机翼及壁板类复合材料构件[3]。
1.2 自动铺丝技术(Automatic fiber placement)
自动铺丝是将数根预浸纱用多轴铺放头按照设计要求所定的铺层方向和厚度,在压辊下集为一条预浸带后铺放在芯模表面,加热软化预浸纱并压实定型,整个过程由计算机测控、协调完成。该技术是为克服纤维缠绕与自动铺带技术的限制而研发的,其核心技术是多丝束铺放头的设计研制和相应材料体系的开发。1985年Hercules公司研制出第一台自动铺丝原理样机,1990年Cincinnati公司的第一台自动铺丝系统投入使用。国外主要的自动铺丝机制造商有美国的Cincinnati公司等,目前最成熟的设备总运动轴可达到7个,丝束数目最大可达32根,最大成型构件可达Φ5.5m×16m,型面尺寸及重复定位精度达到±1.3mm。因自动铺丝的高度自动化,落纱铺层方向准确,可实现复合材料构件快捷制造,迅速形成批量生产,生产速度快、产品质量稳定,可靠性高,可真正实现“低成本、高性能”。
自动铺丝技术是目前发展应用最为迅速的复合材料自动化、低成本制造技术之一,最突出的应用是在波音公司最新飞机B787机身的制造上。图2为自动铺丝机铺放过程及其制造的典型部件的照片[2]。
国内自动铺放成型技术研究较晚,南京航空航天大学“九五”期间就开始着手调研,在学校贷款、航空支撑预研、国家科技部863项目资助下,完成了八丝束铺放试验系统、铺丝用精密低张力测控系统、铺丝开放式数控系统的研制和溶剂法专用预浸纱研究;并开发了基于OpenGL的自动铺丝运动模拟设计与仿真软件和基于CATIA的自动铺丝CAD/CAM软件原型,形成了自动铺丝及装备技术储备。目前正在开展自动铺丝工程样机的研究工作,为自动铺丝技术的应用研究奠定了基础[3]。
2 低温固化预浸料技术
低温固化预浸料[4]的固化温度低于100℃,固化后在自由状态下通过高温后处理可达到完全固化进而达到较高的玻璃化温度。经后处理的低温固化预浸料,其力学性能及耐热、耐老化性能与中、高温固化的预浸料相当。采用低温固化技术,可以大大降低对模具材料、辅助材料的要求。制造的复合材料的构件尺寸精度高,固化残余应力低,尤其适用于大型、复杂构件的制备。所用树脂多为环氧树脂,其核心技术主要在于潜伏性固化剂体系,预浸料既要保证足够的反应活性以便能在较低的温度下固化,又要有足够长的室温(超过10天)及低温(-18℃超过6个月)贮存期。目前应用最多的潜伏性固化剂是采用不同方法改性的咪唑类固化剂。
从ACG公司1975年研制出第一个低温固化体系LTM10至今,许多公司如Hexcel、Cytec、3M也先后研制出各自的低温固化预浸料。国内北京航空材料研究院在过去的几年里也先后研制出了LT系列低温固化树脂及SY-70低温固化胶膜,其中LT-01及LT-03树脂分别配合T-300及T-700纤维,已用于无人机的研制。低温固化预浸料的发展趋势是实现不用热压罐,在真空压力下低温固化,通过控制树脂的流动性及反应特性,采用适当的预压实及固化工艺,使复合材料固化后的孔隙率与热压罐固化的产品相当。目前低温固化预浸料更多的是用于复合材料工装及无人机复合材料构件的制造,部分用于复合材料构件的修补。
3 电子束固化
电子束固化是一个利用高能、高聚集度的电子束来固化树脂基材料的过程,电子直线加速器是电子束固化技术的主要设备,用于产生一般介于3~10MeV之间的电子束能量。电子束固化通常由2道工序组成,第一步是铺层、压实,第二步是采用电子束辐照固化,辐照工序要求电子束穿透整个工件厚度以及任何真空袋或模具材料。电子束固化在室温下进行,消除了由于热应力而产生的部件翘曲和变形,能更好地控制外形,而且由于室温和真空袋的运用带来了低的加工成本;电子束固化时间很短,常为秒级至分级,降低了能耗;而且固化后制品的孔隙率、吸水率和收缩率都低,这是其显著的优点。另外,电子束固化与纤维自动铺放技术相结合,能成型大型整体部件,明显减少部件、紧固件和模具的数量,是复合材料结构减重的重要措施,也是降低成本的一种有效方法[5]。但电子束固化技术目前还很少在航空上应用。
4 液体成型技术
液体成型技术[4]是过去20年里复合材料低成本制造技术发展最重要的一个方向。该技术不需要用昂贵且使用、维护费用均较高的热压罐,可以高精度、稳定地成型复杂构件,表面质量、尺寸精度、重复性均优于热压罐成型的构件,适于制造较大批量的复合材料构件。该技术的核心是树脂注入工艺及纤维预成型体的制造技术。初期发展的工艺是树脂转移模塑工艺(RTM),其基本原理是将预成型体放置在设计好的模具中,闭合模具后,通过正压将所需的树脂注入模具,当树脂充分浸润增强体后,加热并保持正压固化,固化完后脱模获得产品。随着不同应用的需求,后期又发展出多种树脂注入的工艺,较为成熟的主要有VARTM(真空辅助吸入树脂的RTM工艺)、VARI(单面模具、真空辅助吸入、真空压力固化)、SCRIMP(加入高渗透率介质促进树脂流动,其他同VARI)及RFI(树脂膜渗透成型)。航空上可用的RTM树脂主要为环氧及双马来酰亚胺类。环氧类具有代表性的是3M公司的PR-500、Hexcel公司的RTM 6、Cytec公司的977-20等;双马类具有代表性的是Shell公司的Compimide。RTM类工艺对树脂的要求是在注入温度下有较低的粘度,有足够长的工作时间,同时为提高复合材料性能还要求树脂有一定的韧性。而按传统的增韧方法,树脂韧性与粘度是两个矛盾的、很难同时满足的因素,所以Cytec公司通过将增韧的热塑性树脂纺丝并编入织物中的方法来解决这个矛盾[6],树脂中因没有增韧材料而降低了粘度;而北京航空材料研究院则通过离位增韧的方法也取得了类似的效果[7]。
在纤维预成型体方面,要求选择适宜的近净预成型体,发展到目前主要有2D织物、3D织物、2D编织物、3D编织物和缝编织物。不同的编织方法对纤维的性能有不同程度的损伤,编织的密实程度影响着树脂的流动,不同的预成型体对最终产品的纤维体积含量有较大的影响。为了减少工艺试验费用,提高制件的合格率,许多研究者还进行了大量的计算机模拟研究,通过在不同温度、压力、结构条件下测试、模拟树脂在纤维编织体中的流动,预测树脂在具体零件中的流动状态,设计出最佳的流道,以得到缺陷最少的制件。
RTM及其他液体成型技术是除热压罐技术外发展最快、最有前途的低成本制造技术,目前在航空上的应用包括口盖、舱门、主梁、雷达罩等。RTM应用最多的例子是F-22飞机。F22上占非蒙皮复合材料结构质量约45%的约360件承载结构是用RTM技术制造的,采用RTM技术使得F-22上复合材料结构制品的公差控制在0.5%以内,废品率控制在5%以内,比原设计节约成本2.5亿美元。图3为用RTM工艺制造Airbus A330系列飞机的扰流板接头的工艺过程。
5 RFI技术
RFI即树脂膜渗透成型技术,其实也是液体成型技术的一种,与其他液体成型工艺的区别是树脂预先制成膜状铺放在纤维预成型体下方,加热时树脂流动是厚度方向的流动大大缩短了流程,使纤维更容易被树脂浸润。相对于RTM工艺, RFI工艺能制造出纤维含量高(70%)、孔隙率极低(0%~2%)、力学性能优异、制品重现性好、壁厚可随意调节的大型复合材料制件和复杂形状的制件,并可根据性能要求进行结构设计。RFI工艺采用真空袋压成型方法,免去了RTM工艺所需的树脂计量注射设备及双面模具加工无需制备预浸料,挥发物少,成型压力低,生产周期短,劳动强度低,满足环保要求和低成本高性能复合材料的要求[9-11]。RFI工艺是除RTM工艺外又一项可在航空上推广应用的低成本制造技术。目前航空RFI工艺中所用的基体树脂主要是环氧树脂和双马来酰亚胺树脂。国外具有代表性的树脂有Cy-tec公司用在A380上的Cycom977-2, Hexcel公司用在B787上的M36。
国内也有不少研究者对RFI工艺进行了研究。陈书华等[12]对RFI用模具设计与工艺进行了研究,设计研制了渗透率的测试模具,推导出一维树脂流动的解析表达式。杨梅[13]对RFI工艺中树脂的流动行为和固化过程进行了研究,建立了理论模型和模拟技术。王东等[9]对RFI工艺用树脂展开了研究,得到了一种改性双马来酞亚胺树脂。该树脂体系在室温下成膜性好、低粘度时间长,适宜制造纤维体积含量较高的RFI制件。张国利等[14]测定了不同纤维含量叠层预制体的渗透率,设计了一维树脂膜熔渗的流动模型。
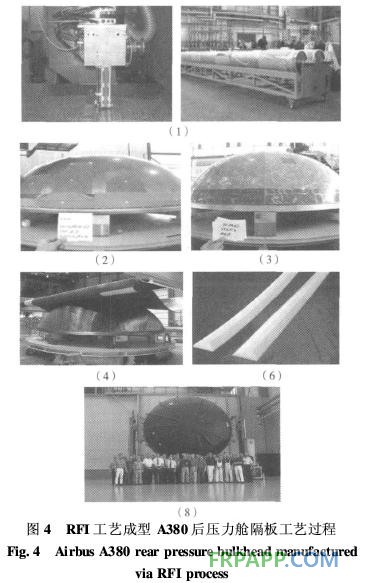
目前RFI工艺已得到工程化应用。Airbus公司在德国汉堡的Stade制造厂为A380研制了短轴为5.5m、长轴为6.2m的椭圆形后压力舱隔板,是到目前为止用RFI工艺制造的最大的航空复合材料构件[14]。下面以其制造工艺过程为例,说明RFI工艺制造大型构件时的具体工艺及最终成型的构件,详见图4(图4中,图片序号对应工艺过程序号)。
(1)将6K与12K高模量碳纤维按0°与90°制成非纺织缝合织物并收卷到2个轴上;
(2)在用S-52型模具钢制造的模具上喷脱模剂,然后在设计好的部位上铺HTA/977-2预浸料用作补强片;
(3)在模具上铺贴单位面积质量为1000g/m2的977-2树脂膜;
(4)在树脂膜上铺贴预成型体织物;
(5)组袋,按照要求的工艺使树脂渗透、浸润纤维并固化(图略);
(6)在固化后要求的部位贴上用HTA/977-2预浸料包裹的PMI泡沫成为加强筋;
(7)进行第二次固化(图略);
(8)进行适当的修边即得到最后的构件。
6·结束语
随着复合材料在航空领域用量的不断扩大,复合材料低成本制造技术受到需求牵引也将发展得越来越快。各种低成本制造技术的研究也越来越细化,并不断向实际的工程应用靠近。热压罐固化的自动铺放技术已经在国外各航空制造厂用于制造几乎所有大型复合材料构件(包括尾翼、机翼及机身主要部件),RTM、RFI等技术也已经进入应用阶段。国内尽管在复合材料低成本制造技术的理论研究方面取得了长足的进步,但仍需加紧其应用研究,使复合材料的成本问题不再成为阻碍其在应用领域的拦路虎,为航空制造领域提供高性能、低成本的复合材料,不断满足现代化的要求。









 鲁ICP备2021047099号
鲁ICP备2021047099号